Skip to content
Skip to content Two great contenders of modern manufacturing across various industries are titanium and aluminum. Both metals are incredibly lightweight and versatile, despite sharing massive elemental differences.
Therefore, the best metal depends entirely on your project goals. Focus on the crucial factors to get to the final option. Take a look at the key differences between aluminum and titanium to make a decision.
Titanium (Ti) Overview
Ti is a transition metal with a silvery-gray appearance. The metal is well-known for its high strength against low density. Titanium (Ti) is the 9th most abundant element, making up about 0.6% by weight.
Pure titanium is relatively soft and ductile. The alloys become one of the strongest lightweight metals. Titanium naturally forms a protective oxide layer, giving it exceptional resistance to corrosion.
Standard Titanium Alloys
- Ti-6Al-4V (Grade 5): The most widely used alloy, which accounts for over 50% aerospace-grade Ti.
- Grade 2 Titanium: Excellent corrosion resistance and weldability suffice for chemical processing needs.
- Beta Alloys (Ti-10V-2Fe-3Al): High strength and toughness particularly suit aerospace landing gear.

Notable Properties
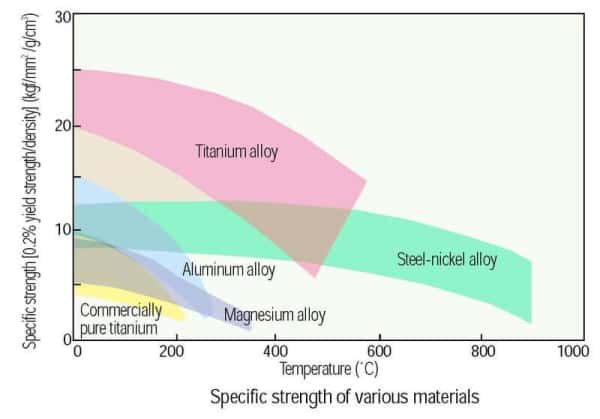
- Strength-to-weight ratio: Titanium is as strong as steel but 45% lighter.
- Melting point: 1,668 °C, allowing uses in high-temperature environments.
- Corrosion resistance: Titanium resists saltwater, acids, and industrial chemicals.
- Non-toxic and biocompatible: Safe for medical implants and surgical tools.
- Elastic modulus: Lower than steel, meaning it is more flexible under stress.
Advantages of Titanium
- Exceptional durability: Long service life in harsh conditions.
- Lightweight: Reduces fuel consumption in aerospace and automotive industries.
- Corrosion resistance: Ideal for marine and chemical applications.
- High fatigue resistance: Performs well under repeated stress cycles.
Limitations of Titanium
- High cost: Titanium is somewhat more expensive due to complex extraction and processing.
- Difficult machining: Requires specialized tools and techniques, increasing manufacturing costs.
- Limited availability: Global production is concentrated in a few countries (China, Japan, Russia).
- Lower thermal conductivity: Not ideal for applications requiring rapid heat dissipation.
Leading Applications of Titanium
- Aerospace: Aircraft frames, jet engines, spacecraft.
- Automotive: Exhausts in high-performing cars (Porsche, Ferrari).
- Medical: Titanium implants due to biocompatibility.
- Marine: Ship hulls, submarines, and desalination plants.
- Industrial: Chemical processing equipment, heat exchangers, and power plants.
- Sports: Golf clubs, bicycles, and tennis rackets.
Aluminum (Al) Overview
Aluminum (Al) is the third most abundant element, making up about 8% by weight. The silvery-white, non-magnetic metal features a low density.
Al is highly recyclable (nearly 75% of all aluminum ever produced is still in use today). It naturally forms a thin oxide layer, which protects it from corrosion.
Standard Aluminum Alloys
- Series 1xxx (Pure Al): Excellent corrosion resistance.
- Series 2xxx (Al-Cu): High strength but less corrosion resistant.
- Series 5xxx (Al-Mg): Excellent corrosion resistance.
- Series 6xxx (Al-Mg-Si): Balanced strength and corrosion resistance.
- Series 7xxx (Al-Zn): Extremely strong for standard uses.

Notable Aluminum Properties
- Strength-to-weight: Al is incredibly lightweight, going well with weight-sensitive applications.
- Thermal conductivity: High, making it excellent for heat exchangers and electronics.
- Electrical conductivity: About 60% of copper’s conductivity, widely used in power transmission.
- Corrosion resistance: Naturally resists rust due to its oxide layer.
- Recyclability: Recycling Al can save 95% of the energy compared to producing new aluminum.
Benefits of Titanium
- Lightweight: Reduces energy consumption in transport and construction.
- Corrosion resistant: Suitable for outdoor and marine environments.
- Highly recyclable: Supports circular economy and sustainability.
- Versatile alloys: Can be tailored for strength, ductility, or conductivity.
- Cost-effective: Generally cheaper than titanium and easier to machine.
Downsides of Aluminum
- Lower strength than steel and titanium: Not ideal for extreme load-bearing applications.
- Energy-intensive production: Extraction from bauxite requires large amounts of electricity.
- Fatigue resistance: Lower than titanium, limiting use in high-stress aerospace parts.
- Thermal expansion: Notable expansion can become problematic in precision engineering.
Top Applications of Aluminum
Aerospace: Aircraft fuselages and wings.
Automotive: Lightweight frames and engine parts.
Construction: Skyscrapers, bridges, and window frames.
Electronics: Smartphones, laptops, and heat sinks.
Packaging: Beverage cans and other eco-friendly options.
Marine: Shipbuilding and offshore platforms.
Key Differences: Aluminum vs Titanium
01. Alloy Composition
Aluminum alloys are categorized into series (2xxx, 5xxx, 6xxx, 7xxx). For example, 7xxx series (Al-Zn) alloys are widely used in aerospace for their high strength.
Titanium alloys are dominated by Ti-6Al-4V (Grade 5), accounting for over 50% of aerospace titanium. The alloys are usually stronger but more expensive to produce.
02. Long-Term Durability
Titanium has exceptional fatigue resistance, which can withstand decades of use without degradation. Aluminum, while durable, is more prone to fatigue cracking under cyclic loads.
03. Mechanical Strength
Titanium is as strong as steel but 45% lighter, making it ideal for extreme load-bearing applications. Aluminum is weaker but sufficient for automotive frames, consumer electronics, and packaging.
04. Strength-to-Weight
Titanium offers the highest strength-to-weight ratio among structural metals. Aluminum is lighter but less strong. It’s for applications where weight reduction is more important than strength (car bodies).
05. Conductivity
Al has excellent thermal and electrical conductivity. It’s about 60% IACS, suitable for transmission and heat exchangers. Titanium has poor conductivity, limiting its use in electrical or thermal applications.
06. Corrosion Resistance
Both metals resist corrosion. However, titanium excels in marine and chemical environments, even in seawater and chlorine. Aluminum resists rust but can corrode in highly acidic or alkaline conditions.
07. Machinability/Workability
Aluminum is easy to machine, weld, and form, making it cost-effective for mass production. Titanium is notoriously difficult to machine, requiring specialized tools and increasing manufacturing costs.
08. Surface Finishing
Aluminum can be anodized, polished, or painted easily, offering aesthetic flexibility. Titanium naturally forms a protective oxide layer, but finishing options are more limited and costly.
09. Cost Considerations
Titanium is 3 – 10x more expensive than aluminum, due to complex extraction and processing. Al is abundant and cheaper, going well with cost-sensitive industries like packaging and construction.
10. Environmental Impact
Al is fully recyclable. As much as 75% of all Al ever produced is still in use today. Recycling saves 95% of the energy compared to primary production.
Titanium is less recyclable due to complex alloying and machining waste. However, the prolonged service life offsets some environmental costs.
Summary Comparison: Aluminum vs Titanium
| Feature/Aspect | Aluminum (Al) | Titanium (Ti) |
| Alloy Composition | Wide range of alloys (1xxx–7xxx series) | Fewer but specialized alloys |
| Density (Lightness) | 2.7 g/cm³ (extremely lightweight) | 4.5 g/cm³ (heavier than aluminum) |
| Mechanical Strength | Lower tensile strength (90 – 400 MPa) | Very high tensile strength (900 – 1200 MPa) |
| Strength-to-Weight Ratio | Good (weaker than titanium) | Excellent (highest among structural metals) |
| Fatigue Resistance | Moderate (cracks under cyclic loads) | Outstanding (full integrity under repeated stress cycles) |
| Conductivity (Thermal + Electrical) | High (235 W/m·K for thermal) and (60% IACS for electrical) | Poor conductivity (22 W/m·K) |
| Corrosion Resistance | Natural resistance due to the oxide layer under general rigors | Exceptional (even against seawater, chlorine, chemicals) |
| Machinability / Workability | Easy to machine, weld, and form | Difficult to machine (requires specialized tools + processes) |
| Surface Finishing | Easy anodizing, polishing, or painting | Limited finishing options (more expensive) |
| Environmental Impact | Highly recyclable (recycling saves 95% of energy) | Less recyclable due to alloy complexity |
| Cost Considerations | Affordable and abundant | 3- 10 times more expensive |
| Applications | Aerospace fuselages, automotive frames, construction, electronics, beverage cans, packaging, and marine structures | Jet engines, spacecraft, medical implants, submarines, chemical plants, high-performance sports equipment |
How to Choose Between Titanium and Aluminum?
Choosing the right metal is about which one is better for your specific needs. Titanium and aluminum each excel in different areas, and the decision depends on a well-balanced approach.
Choose Titanium When You Need
- Maximum strength,
- Fatigue resistance,
- Corrosion protection, and
- Extreme conditions.
Choose Aluminum When You Need –
- Cost efficiency,
- Lightweight,
- Conductive,
- Easily machinable, and
- Scalable production.
Myths and Misconceptions Resolved: Aluminum vs Titanium
a. Titanium is Always Stronger than Aluminum
Reality: Titanium alloys are stronger than most aluminum alloys. High-strength aluminum alloys (like 7075-T6) can achieve tensile strengths of 570 MPa.
b. Aluminum is Too Weak for Structural Applications
Reality: Aluminum is widely used in skyscrapers, bridges, and aircraft. Its strength-to-weight ratio makes it ideal for large-scale structures where weight reduction is critical.
c. Aluminum Corrodes Easily, but Titanium Never Corrodes
Reality: Al naturally forms a protective layer, giving it excellent resistance in most environments. It only struggles in highly acidic or alkaline conditions. Titanium isn’t “immune” to corrosion. It can degrade under extreme conditions like high-temperature oxidizing atmospheres.
d. Titanium is Prohibitively Rare
Reality: Titanium is the 9th most abundant element in Earth’s crust, making up about 0.6% by weight. The challenge lies in extraction and processing, which are energy-intensive and costly, not in scarcity.
e. Titanium is Too Heavy Compared to Aluminum
Reality: Titanium is heavier (4.5 g/cm³ vs aluminum’s 2.7 g/cm³). Nonetheless, its strength-to-weight ratio is far superior. Less Ti is needed to achieve the same strength, balancing weight differences.
Conclusion
The goal with the Titanium vs Aluminum comparison is to find the best choice, not the best metal. And your decision must come from the use, budget, and specs. Titanium demands investment but rewards with longevity. Meanwhile, aluminum empowers scalability and efficiency at a fraction of the cost.
Top-Quality Metal (Aluminum) Production Services at HRCCNC
Aluminum holds the upper hand, even in high-end applications. You should partner with HRCCNC, which has been serving with satisfaction for 18 years. Contact us to know about our aluminum products.