Skip to content
Skip to content 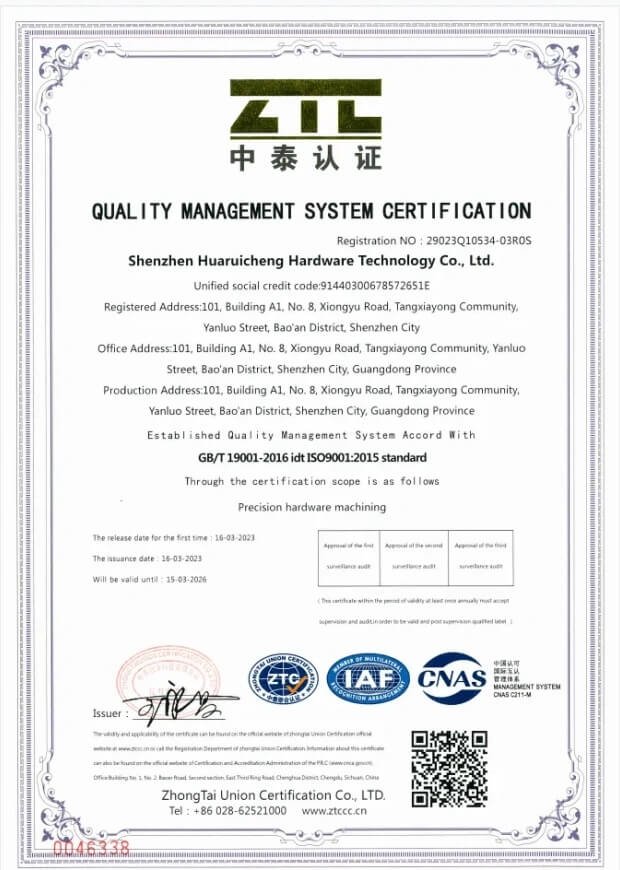
ISO 9001:2015
This certification demonstrates that our company follows internationally recognized quality management standards. It ensures consistent product quality, process optimization, and a strong focus on customer satisfaction.
Patent Certificates
Our patents represent innovation and originality in manufacturing processes and product development. They highlight our ability to deliver unique solutions and maintain a competitive edge in the industry.
EPR-Certificate
As a compliant producer of goods-containing packaging, we can ensure our product packaging fully meets the regulatory requirements for the German market, this is our EPR-Certificate. Please contact us right now.
Enterprise Credit Rating Certificate
This certificate reflects our financial stability, business credibility, and trustworthy reputation in the industry. It reassures clients and partners that we are a reliable and long-term business partner.

Software Copyright Certificates
These certificates confirm ownership and protection of our self-developed software systems. They validate our technical expertise and guarantee the originality, security, and reliability of the digital tools we use in manufacturing.

SGS and HRCCNC company certificate
This certificate verifies our company as an Alibaba.com SGS Verified Supplier, ensuring compliance and reliability for our cooperation, SGS and HRCCNC company certificate,please contact us right now.


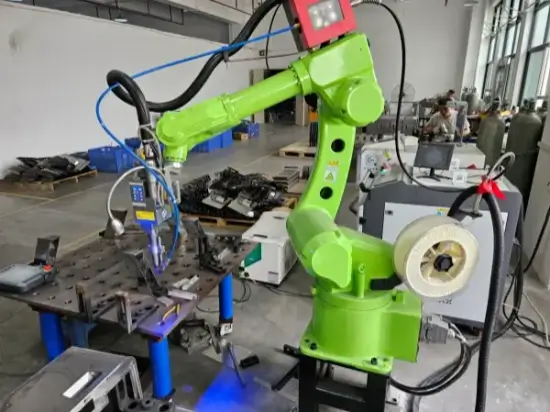
MIG Welding
HRCCNC uses MIG welding with a consumable wire electrode and argon, CO2, or mixed shielding gases to manufacture stainless steel, mild steel, and aluminum components at high production speeds and with consistent weld quality.

TIG Welding
For precision fabrication projects, HRCCNC uses TIG welding on aluminum, titanium, copper, and stainless steel parts, employing a non-consumable tungsten electrode with or without filler material to achieve smooth weld finishes.

Submerged Arc Welding
Submerged arc welding supports heavy section fabrication through deep weld penetration, high deposition efficiency, and flux-protected arc stability for structural components, pressure vessels, and thick-steel assemblies.



Spot Welding
Spot welding forms overlapping joints by clamping workpieces between two electrodes and applying resistance heat to create nugget welds. HRCCNC uses spot welding for automotive body panels, sheet metal assemblies, and production fabrication requiring consistent weld quality.
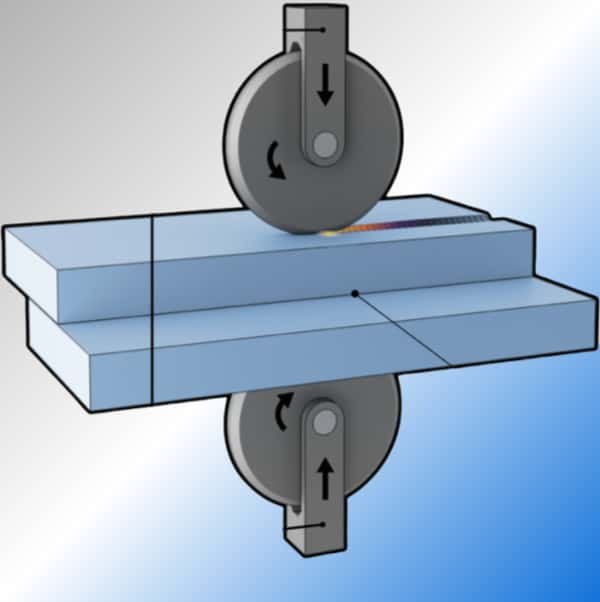
Seam Welding
Seam welding uses rolling electrodes to apply continuous pressure and electrical current, forming continuous weld seams instead of separate weld points. HRCCNC applies seam welding to fuel tanks, pipes, and sealed metal containers requiring leak-resistant welded joints.
Butt Welding
Butt welding joins two workpieces end-to-end by applying resistance heat and axial pressure until their surfaces fuse. HRCCNC uses butt welding for pipe joining, rod fabrication, bar stock, and structural metal connections that require high weld integrity.
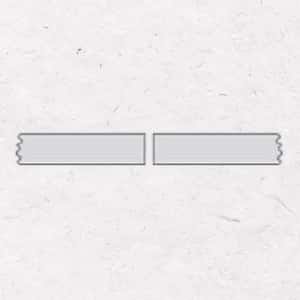
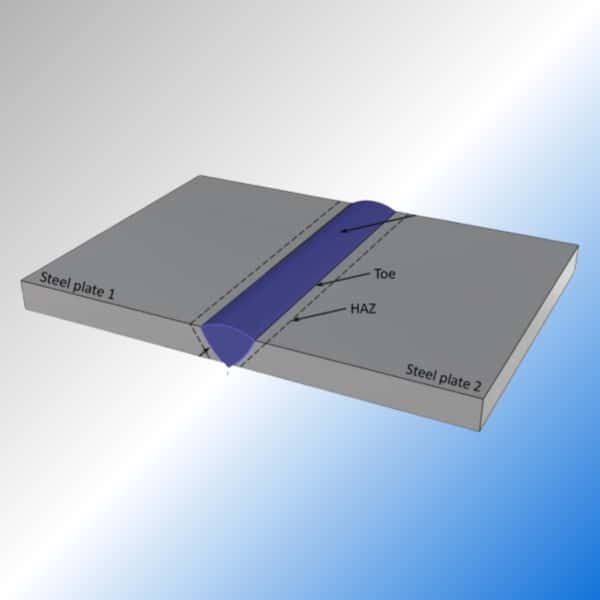
Butt Joint
A butt joint connects the ends or edges of two metal parts in the same plane, typically with an included angle close to 180°. HRCCNC uses butt joints for pipe welding, structural fabrication, and pressure-vessel components that require full penetration and high load-bearing capacity.
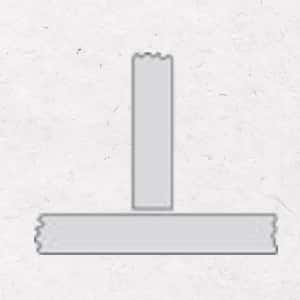
T Joint
A T joint forms when one metal component joins another at approximately 90°, creating a “T” configuration commonly used in welded frames, support brackets, and structural assemblies requiring balanced stress distribution and strong fillet weld performance.
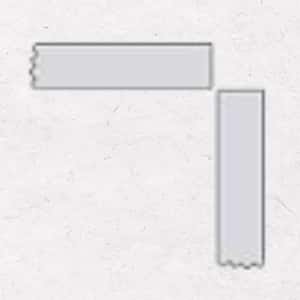
Corner Joint
Corner joints connect metal parts at a 90° angle to form open or closed corners, commonly used in tanks, enclosures, frames, and sheet metal fabrication, and require dimensional stability and accurate edge alignment.
Edge Joint
An edge joint positions parallel metal edges side by side, at angles between 0° and 30°, for lightweight fabrication structures, flanged parts, and sheet metal assemblies requiring controlled weld placement and edge reinforcement.
Cruciform Joint
Cruciform joints connect two flat plates or bars welded to a third flat plate at right angles along the same axis and are commonly used in heavy fabrication, support structures, and industrial assemblies that require multidirectional load support.

Lap Joint
Lap joints connect overlapping metal parts, forming an angle between 0° and 5° within the weld region. They are commonly used in automotive panels and sheet metal fabrication and require an increased bonding area.