 Skip to content
Skip to content Kovar Precision CNC Machining Services
Achieve tight tolerance, stable thermal performance, and reliable sealing with custom Kovar CNC machining services online. At HRCCNC, we deliver precision-engineered Kovar components for electronic packaging, aerospace, and hermetic applications.
Upload your CAD file online to get an instant quote and start your custom CNC machining project with fast turnaround and global delivery.
- Custom Kovar parts with tight dimensional control and machining strategies designed to minimize work-hardening effects.
- Precision sealing surfaces for RF housings and electronic packaging
- Precision machining of complex geometries using CNC and EDM technologies
- Complete Kovar machining services, including turning, milling, and finishing
- Controlled machining to reduce heat build-up and thermal distortion
Our Certifications
ISO 9001:2015
This certification demonstrates that our company follows internationally recognized quality management standards. It ensures consistent product quality, process optimization, and a strong focus on customer satisfaction.
Patent Certificates
Our patents represent innovation and originality in manufacturing processes and product development. They highlight our ability to deliver unique solutions and maintain a competitive edge in the industry.
EPR-Certificate
As a compliant producer of goods-containing packaging, we can ensure our product packaging fully meets the regulatory requirements for the German market, this is our EPR-Certificate. Please contact us right now.
Enterprise Credit Rating Certificate
This certificate reflects our financial stability, business credibility, and trustworthy reputation in the industry. It reassures clients and partners that we are a reliable and long-term business partner.

Software Copyright Certificates
These certificates confirm ownership and protection of our self-developed software systems. They validate our technical expertise and guarantee the originality, security, and reliability of the digital tools we use in manufacturing.

SGS and HRCCNC company certificate
This certificate verifies our company as an Alibaba.com SGS Verified Supplier, ensuring compliance and reliability for our cooperation, SGS and HRCCNC company certificate, please contact us right now.
Physical and Mechanical Properties
| Property | Description |
|---|---|
| Coefficient of Thermal Expansion (CTE) | Expands at a rate similar to glass and ceramics, helping prevent cracks and sealing failures. |
| Density | 8.36 g/cm³ (0.302 lb/in³); dense yet workable for precision components. |
| Melting Point | It has a very high melting temperature of 1450°C (2640°F), and is used in high-heat conditions. |
| Tensile Strength | 517–700 MPa, where it exhibits greater resistance to breaking when under stress. |
| Hardness | 80–90 HRB (annealed), has a high degree of strength with machinability. |
| Magnetic Properties | Ferromagnetic at room temperature, with magnetic properties that vary depending on temperature and alloy condition. |
| Thermal & Electric Conductivity | Moderate thermal and electrical conductivity suitable for controlled thermal expansion applications. |
Types of CNC Kovar Machining We Offer
CNC Turning of Kovar
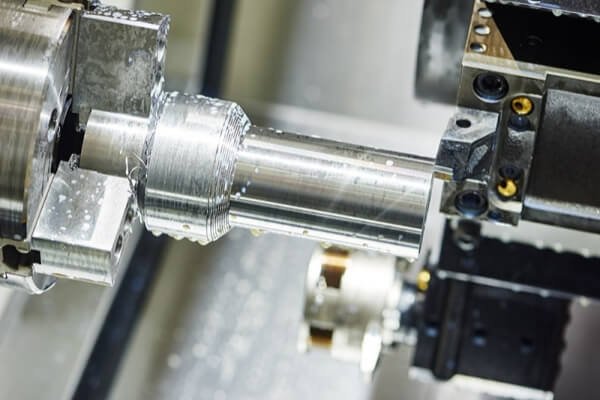
A primary method for producing cylindrical or rotationally symmetrical Kovar components is CNC turning. It delivers smooth, stable surfaces and controls distortion during machining. When machining Kovar, CNC machine operators apply low cutting speeds and consistent feed rates to reduce heat buildup and prevent work hardening, using rigid carbide tooling. These controlled CNC turning processes ensure stable machining performance and dimensional accuracy.

CNC Milling Kovar
CNC milling enables the production of fine micro-features, complex shapes, and detailed 3D geometries in Kovar components. Due to work-hardening behavior and moderate hardness, machining is performed at low cutting speeds, with coated carbide tools and climb milling. Stability is maintained throughout CNC milling operations, enabling accurate machining of frames, housings, precision covers, and complex geometries.

Drilling, Reaming, and Tapping
To avoid edge chipping or hole deformation, drilling, reaming, and Kovar tapping require high tool stability. Sharp cutting tools and proper lubrication are used to reduce friction and control heat generation during machining. Precision drilling parameters and controlled feed rates ensure accurate hole geometry and threading, supporting reliable performance in hermetic sealing applications.
Wire EDM of Complex Geometries
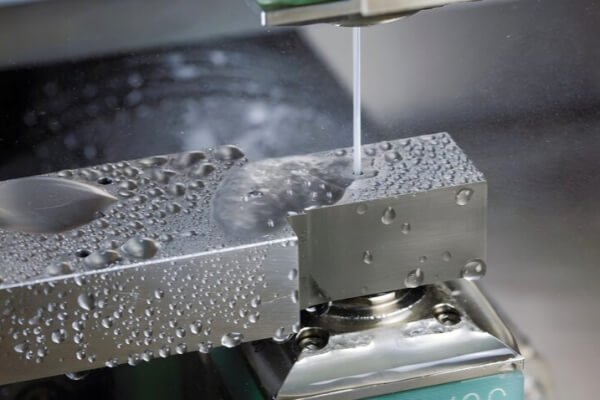
Complex Kovar geometries are effectively machined using wire EDM for micro-parts, fine slots, and intricate contours that require precision beyond conventional CNC machining capabilities. Electrical discharge replaces mechanical cutting, which reduces stress and limits thermal distortion. This process is highly effective for producing precision features that require minimal mechanical force and consistent dimensional accuracy.

Laser Cutting of Kovar
For thin Kovar sheets, laser cutting is an efficient way to produce fine profiles and detailed shapes. The process uses high-energy beams to achieve fast cutting speeds, clean edges, and minimal burr formation. Common applications include lead frames, precision cutouts, and small Kovar components where reduced mechanical strain and accurate edge quality are essential.

Grinding and Precision Finishing
High surface quality and tight tolerance on Kovar parts depend on grinding and precision finishing processes. Surface grinding, lapping, and polishing remove minor deviations and improve uniformity. These finishing operations ensure smooth surfaces, dimensional accuracy, and reliable performance in sealing and precision applications.
| Grade | Key Feature | Machining Relevance | Common Use |
| ASTM F-15 Kovar | Standard Ni–Co–Fe alloy | Stable machining for hermetic sealing and electronic packaging, using controlled feed rates and low cutting speeds. | Hermetic sealing, electronic packaging |
| Kovar Bar / Rod | Uniform structure | Suitable for CNC turning and tight tolerance machining | Pins, connectors, precision shafts |
| Kovar Sheet | Thin, consistent thickness | Ideal for laser cutting and fine profile machining | Lead frames, micro components |
| Vacuum Melted Kovar | High-purity material | Improves surface finish and reduces tool wear | Aerospace, high-reliability electronics |
| Annealed Kovar | Stress-relieved structure | Enhances machinability and dimensional stability | Glass-to-metal sealing components |
Our Surface Treatments and Post-Machining Processes
Post-machining processes are essential to ensure Kovar components achieve the dimensional stability, corrosion resistance, and bonding reliability required for hermetic sealing and high-precision applications. At HRCCNC, each stage is carefully controlled to maintain surface integrity and prepare components for use in electronic packaging, aerospace assemblies, and optical systems.

Annealing and Heat Treatment
Annealing reduces residual stress in Kovar components through controlled heating and cooling cycles, stabilizing the material’s microstructure and helping maintain consistent thermal expansion behavior. This process improves dimensional accuracy and consistency. Verification is carried out using CMM measurement and hardness testing to ensure parts meet strict tolerance and performance requirements.

Surface Finishing Options Guide
Surface finishing processes such as grinding, lapping, and polishing are used to achieve the required surface quality. Carefully controlled parameters prevent heat damage and distortion during finishing. Surface roughness measurement and visual inspection ensure smooth, uniform finishes that support reliable sealing and precise dimensional control.

Oxide Layer Preparation for Glass-to-Metal Sealing
Kovar components are prepared for glass-to-metal sealing through controlled oxide layer formation. This process enhances wetting and bonding between the metal and glass, ensuring a strong and reliable seal. Inspection focuses on oxide layer thickness and uniformity, which are critical factors for sealing strength and long-term performance in electronic and vacuum environments.

Quality Control and Inspection
Quality control is integrated throughout machining and finishing to ensure consistent accuracy and reliability. Dimensional verification, surface analysis, and hardness testing are performed at multiple stages. Advanced inspection tools, including CMM systems, optical microscopes, and XRF analyzers, are used to detect defects and verify compliance with the tight tolerances required for precision and hermetic-sealing applications.
CNC Kovar Machining Parameters
We carefully control machining parameters such as cutting speed, feed rate, and depth of cut to maintain dimensional accuracy, manage heat generation, reduce tool wear, and ensure stable, high-precision results in Kovar components.
Cutting Tool Selection
- Coated carbide tools, such as AlCrN or TiAlN, deliver strong heat resistance and durability.
- High-speed steel (HSS) tools perform well in interrupted cutting conditions.
- Cubic boron nitride (CBN) tools support finishing on harder surfaces.
- Positive rake angles (10°–20°) reduce cutting forces and limit work hardening.
Reduction of Speeds and Feed Rates
Machining Kovar requires low cutting speeds and controlled feed rates to limit heat buildup and prevent surface hardening. Reduced cutting speeds minimize temperature spikes, while consistent feed rates keep the tool steadily engaged with the material. These balanced parameters support smoother surfaces, extended tool life, and better dimensional control.
Coolant and Lubrication Requirement
Coolant is essential in machining Kovar due to the alloy’s tendency to retain and accumulate heat. High-pressure flood coolant ensures effective heat removal, efficient chip evacuation, and consistent surface integrity. High-lubricity coolant reduces friction, prevents microhardening, and minimizes the risk of tool edge breakdown during machining operations.
Tool Geometry and Edge Preparation
- Appropriate nose radius selection helps improve surface finish and dimensional stability.
- Side cutting edge angle near 15° improves chip evacuation.
- Rake angles around 8° help reduce cutting stress.
- End mill helix angle between 30°–45° ensures stable cutting action.
- Controlled depth engagement helps prevent distortion and work hardening
Built for High-Stakes Industries
Kovar is trusted in industries where precision and reliability are critical and is widely used across aerospace and defense, electronics and semiconductors, medical devices, and telecommunications, where dimensional stability and long-term performance are essential. Its controlled thermal expansion and excellent hermetic sealing performance make it ideal for demanding environments where failure is not an option.
- Aerospace & Defense
Kovar components operate in aerospace and defense systems that require durability, controlled expansion, and stability under extreme conditions. Applications include satellite structures, missile guidance systems, radar housings, and optical assemblies where thermal consistency and structural integrity are required for accurate performance.
- Electronics & Semiconductors
Kovar is widely used in semiconductor headers, hermetic packages, transistor housings, RF enclosures, and microelectronic connectors. The material matches the thermal expansion of glass and ceramics, preventing seal failure and ensuring stable performance in sensitive electronic packaging applications.
- Medical Devices
Medical equipment uses Kovar in imaging systems, diagnostic instruments, implantable electronics, and sealed sensor housings. The material maintains dimensional accuracy and long-term reliability, which supports consistent performance in mission-critical medical applications.
- Telecommunications
RF enclosures and hermetic electronic housings, fiber optic packages, and microwave components rely on Kovar for stable performance. The material maintains predictable thermal behavior and supports reliable glass-to-metal sealing. This combination ensures signal stability and long service life in communication systems and high-frequency electronic devices.
Kovar vs other Alloys
Material selection plays a critical role in achieving dimensional stability, reliable sealing, and consistent machining performance. Kovar is widely preferred in precision applications because of its controlled thermal expansion, which closely matches that of glass and ceramics. This unique property makes it especially suitable for hermetic sealing and electronic packaging.
To better understand its advantages, the comparison below highlights how Kovar performs against other commonly used alloys across key properties.
| Property | Kovar (Fe-Ni-Co) | Invar (Fe-Ni) | Stainless Steel (304) | Nickel Alloys (Inconel) | Titanium |
|---|---|---|---|---|---|
| Thermal Expansion | Precisely matched to glass and ceramics | Extremely low but less compatible with sealing | Moderate expansion | Moderate to high expansion | Low to moderate expansion |
| Hermetic Sealing | Excellent for glass-to-metal sealing | Limited sealing compatibility | Not suitable for sealing | Moderate sealing performance | Not suitable for sealing |
| Machining Behavior | Moderate, prone to work hardening | Difficult to machine | Good machinability | Difficult with high tool wear | Difficult due to strength |
| Strength | Moderate structural strength | Lower strength | High strength | Very high strength at high temperature | High strength-to-weight ratio |
| Corrosion Resistance | Moderate resistance | Low resistance | Excellent resistance | Excellent in extreme environments | Excellent resistance |
| Heat Resistance | Stable under controlled temperatures | Moderate | High | Exceptional high-temperature performance | High temperature capability |
| Primary Use Cases | Electronic packaging, RF housings, vacuum tubes | Precision instruments | Structural components | Aerospace high-heat parts | Aerospace and medical components |
Our Capabilities
HRCCNC delivers precision Kovar machining capabilities designed to handle complex geometries and maintain consistent quality across production stages. Each capability supports controlled machining and reliable performance in critical applications.
Multi-axis CNC Milling & Turning
Complex Kovar components are machined with high accuracy using multi-axis CNC systems. Simultaneous axis movement reduces setup requirements and improves consistency. This approach supports intricate geometries commonly required in electronic packaging and aerospace assemblies.
Micro-Machining for Complex Parts
Small-scale Kovar components with fine features require controlled micro-level machining. Stable cutting conditions and precise tool engagement ensure dimensional accuracy. This capability is widely applied in semiconductor and optical component manufacturing.
EDM (Electrical Discharge Machining)
For geometries that conventional machining cannot achieve, EDM provides an effective solution. Material removal occurs via electrical discharge, eliminating the need for mechanical cutting force. This method helps preserve structural integrity and maintain dimensional stability in precision components.
Surface Grinding & Finishing
Achieving smooth surfaces and tight tolerances in Kovar parts depends on controlled finishing processes. Grinding, lapping, and polishing remove minor deviations and improve uniformity. These methods support sealing performance and ensure consistent surface quality.
Custom Tooling & Fixtures
Stable machining conditions are maintained through properly designed tooling and fixtures. Custom tooling is used for complex geometries to ensure repeatable accuracy, while standard fixtures suffice for simpler parts. This capability supports consistent quality in complex machining operations.
Prototyping to Full-Scale Production
From initial design validation to large-scale manufacturing, production flexibility supports different project stages. Prototype development helps refine part design, while full-scale production ensures consistent output and reliable delivery.
Why Choose Our Kovar Machining Expertise?
HRCCNC delivers reliable Kovar machining services through controlled machining processes, certified material selection, and consistent quality validation at every stage of production. Our team applies deep knowledge of Kovar’s thermal behavior and work-hardening characteristics to ensure dimensional stability and sealing performance. With advanced CNC capabilities and strict inspection standards, we produce high-precision Kovar components that meet the demands of aerospace, semiconductor, and hermetic sealing applications.
Thermal Expansion Matching for glass-to-metal sealing
Advanced CNC Technology for complex geometries
Certified Kovar materials with full traceability
Low & High Volume Production flexibility
Fast Turnaround Times without compromising quality
What Our Kovar CNC Machining Clients Say About Us?
How Long Does CNC Kovar Machining Typically Take?
Lead times vary depending on part complexity, quantity, and finishing requirements, with many projects completed within approximately 2–3 weeks. Standard lead time is generally around 2 weeks from the approved CAD file to finished parts delivery. The timeline is influenced by factors such as part complexity, order quantity, and additional processes, including heat treatment, surface finishing, and precision inspection. Components with tight tolerances or complex geometries may require extra validation to ensure accuracy and dimensional stability. For urgent projects, expedited services prioritize machining and inspection while maintaining strict quality standards.
At HRCCNC, we assess part geometry, material behavior, machining requirements, and finishing specifications to provide accurate turnaround estimates. This approach ensures consistent quality, reliable production timelines, and dependable delivery for both prototype development and high-volume CNC Kovar machining projects.
How Do We Overcome Kovar Machining Challenges?
Kovar machining requires precise process control due to its work-hardening behavior, heat sensitivity, and strict sealing requirements. At HRCCNC, we apply optimized machining strategies that maintain precision, reduce tool wear, and ensure consistent quality in critical Kovar components.
Work Hardening
Kovar tends to harden during machining, which can reduce tool life and affect accuracy. Our skilled CNC machinists use sharp cutting tools, optimized feed rates, and continuous cutting strategies to minimize this effect, ensuring stable machinability and consistent dimensional control.
Stringy, Tough Chip Control
Kovar often generates tough, stringy chips that can disrupt machining if not properly managed. At HRCCNC, we optimize cutting parameters and tool geometry to ensure effective chip breaking and smooth evacuation, preventing surface damage and maintaining stable, high-quality machining performance.
Dimensional Stability Under Heat
Heat buildup can impact dimensional accuracy. We control cutting speeds, apply effective cooling, and maintain stable machining conditions to reduce thermal distortion and preserve tight tolerances throughout the process.
Surface Finish on Hermetic Seal Faces
Hermetic sealing applications require extremely smooth surfaces. Through precision grinding and lapping, we achieve uniform finishes that support reliable glass-to-metal bonding and long-term sealing integrity.
Burr Formation on Critical Features
Burr formation can compromise fit and functional performance in precision Kovar components. Our skilled operators control this through proper tool selection, optimized cutting conditions, and effective post-machining deburring. This approach ensures clean edges, precise feature definition, and consistent dimensional accuracy.
Kovar Supplier Selection Requirement
Precision manufacturing, material control, and advanced finishing processes define successful Kovar machining. Selecting the right supplier ensures consistent quality, dimensional stability, and reliable performance in high-tolerance components used in aerospace, semiconductor, and medical applications.
Material Quality Standards
A qualified supplier provides Kovar material that meets ASTM F-15 standards with strict compositional control. Consistent thermal expansion characteristics are essential to maintain sealing reliability and dimensional accuracy in hermetic and precision assemblies.
Assessment of Machining Capabilities
Evaluate the supplier’s ability to machine Kovar without inducing excessive stress or work hardening. Proven experience in CNC turning, milling, EDM, and precision finishing ensures stable machining performance and consistent part quality across complex geometries.
Certifications and Standards
Certifications such as ISO 9001 and AS9100 demonstrate a supplier’s ability to meet quality and process requirements. Material traceability and documented quality systems ensure compliance with industry standards and support consistent performance in critical applications.
Experience and Expertise
Select suppliers with experience in industries such as aerospace, semiconductors, optics, and medical devices who understand the demands of precision Kovar machining. Proven expertise reduces the risk of defects, minimizes rework, and ensures reliable long-term production outcomes.
Additional Services
Value-added services, including plating, heat treatment, oxide layer formation, hermetic sealing preparation, and full inspection, improve production efficiency. These services ensure consistency, enhance final part quality, and support complete manufacturing requirements.
Resource & Guides
Since 2008, HRCCNC has been a trusted CNC machining and metal manufacturing company delivering precision-engineered custom parts to global customers. Our team of skilled engineers and technicians provides one-stop integrated services, including CNC machining, die casting, and sheet metal fabrication, supporting projects from product design to finished product delivery across North America, Europe, and Asia.
From a small CNC workshop to a global manufacturing partner, HRCCNC has expanded through continuous capability upgrades and international quality certification, including ISO 9001:2015. Our factory has been audited by SGS, ensuring strict quality control, traceability, and compliance with international manufacturing standards.
Featuring Video
Frequently Asked Questions
What tolerances can you hold on Kovar parts?
We maintain tight tolerance on Kovar components based on part geometry, machining complexity, and application requirements. Controlled machining processes and precision inspection ensure consistent dimensional accuracy for high-performance and hermetic sealing applications.
Do you provide material certifications with Kovar orders?
Yes, material certifications are provided upon request to ensure traceability and compliance with required standards. Certified Kovar materials help maintain consistent composition, thermal expansion behavior, and reliability in critical applications.
Can you machine both small prototype quantities and large production runs?
Yes, both prototype and production quantities are supported. Flexible machining capability enables efficient handling of small batches for design validation and scalable production for higher-volume requirements, while maintaining consistent quality.
What surface finishes are available for Kovar parts?
Various surface finishing processes can be applied depending on application needs. These may include methods to improve surface quality and prepare components for further processing or assembly.
What file formats do you accept for quoting?
Standard CAD file formats such as STEP, IGES, STL, and PDF drawings are commonly accepted. Providing clear drawings helps ensure accurate evaluation.
Do you offer glass-to-metal seal assemblies, or just machined Kovar parts?
Yes, machined Kovar components are supplied with preparation suitable for further processing. Additional services can be provided based on specific project requirements.
Is Kovar suitable for medical implant applications?
Yes, Kovar is commonly used in medical devices and electronic components. Its suitability for implant applications depends on specific regulatory standards and application requirements, which should be evaluated in terms of material compatibility and compliance needs.

Ready to Start Your Kovar Project?
Submit your CAD file to HRCCNC to receive a fast, transparent quote for custom CNC Kovar machining, tailored to your material grade, required tolerances, and production volume. Our engineers carefully review your design, provide DFM feedback, and deliver precision-machined Kovar components suitable for both prototype development and high-reliability production applications.
Request your online CNC Kovar machining quote today and move your custom Kovar components into production with confidence.
Get a free quote from our engineering team today and start your project with fast turnaround and reliable global delivery.