Skip to content
Skip to content Optimal precision in metal manufacturing is so crucial that it grants a competitive advantage immediately. Erroneous threaded parts bombard with production delays, costly rework, and strained partnerships.
Simply put, threading errors can ripple across entire supply chains. Single-point threading can become your safeguard for consistency, adaptability, and cost efficiency.
Manufacturers can design and produce threads to exact specifications, handle complex geometries, and maintain tight tolerances. Explore how single-point threading works and why it matters so significantly.
What is Single Point Threading?
Single-point threading refers to a machining process. A single cutting tool (on a lathe or CNC machine) cuts threads into a cylindrical or conical surface.
The precision-controlled threading method works well on critical tolerances. The same goes for threads cut into specialized materials (titanium, Inconel, hardened steels).
Thread rolling or tapping relies on pre-formed tools. But single-point threading enables sufficient customization of pitch, depth, and profile to exact specifications.
It can produce both internal and external threads. Even non-standard sizes become achievable that are rather difficult with mass-production methods.
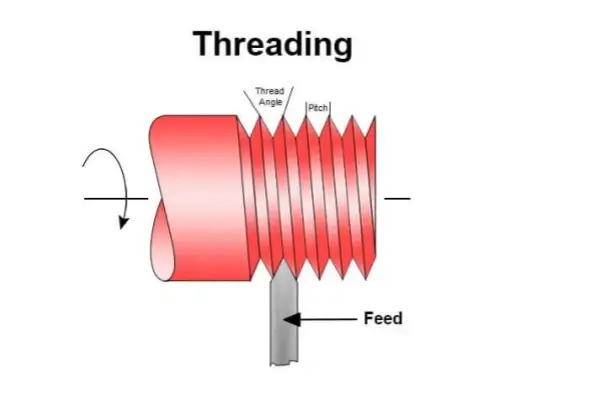
How Does Single Point Threading Work?
A single cutting tool gradually cuts screw threads into a workpiece. It lets manufacturers achieve precise + customizable threads with tight tolerances.
Step-by-Step Process: An Overview
Workpiece setup comes first. The cylindrical or conical part is mounted securely on a lathe or CNC chuck. Proper alignment enables concentricity of the threads.
Manufacturers now select the tool. A single-point cutting tool with a specific geometry (carbide or HSS) is chosen. Tool angle matches the thread profile (60° for standard metric/UN threads).
Spindle synchronization is mandatory. The spindle rotation is synchronized with the tool feed rate. It lets the tool trace the helical path needed for the thread pitch.
The machine initiates multiple passes. Threads are cut in successive passes, each removing a small amount of material. Depth increases gradually until the final thread form is achieved.
The last step marks finishing and inspection. Threads get deburred, polished, or ground for ultra-precision. Inspection tools like thread gauges or optical comparators verify accuracy.
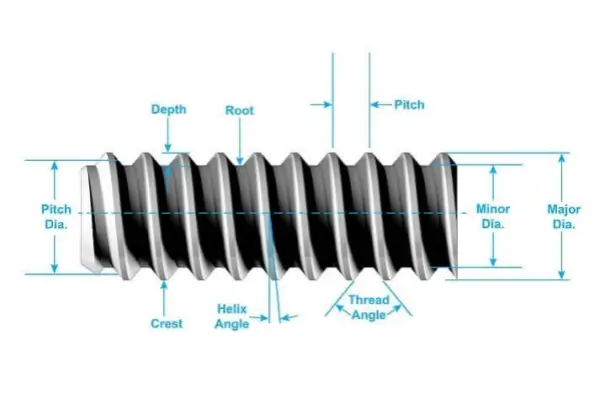
Single Point Threading Geometry
The tools in single-point threading are specialized cutting instruments. They’re designed to produce precise threads on workpieces. And the geometry (tool angle and nose radius) and the material (HSS vs carbide) influence the outcome.
a. Tool Angle
The correct angle ensures proper thread form and load distribution. Deviations can cause thread mismatch, leading to assembly failures.
60° is the standard for metric and Unified National Coarse/Fine (UNC/UNF) threads. And it’s 55° in British Standard Whitworth (BSW) threads.
b. Nose Radius
It refers to the rounded tip of the tool that influences surface finish and stress distribution. Standard values range between 0.1 and 0.2 mm for fine threads. Larger radii for coarse threads reduce tool wear.
A small nose radius improves precision, but increases wear. Meanwhile, a larger radius enhances tool life but may compromise accuracy. Micro-threading uses a minimal nose radius to achieve tight tolerances.
c. High-Speed Steel (HSS)
Tough and resistant to chipping. HSS remains usable up to 950–1100°F before softening. It’s a cost-effective option that’s easy to sharpen and regrind. However, it has lower wear resistance than carbide. HSS for CNC steel and aluminum parts in small workshops is quite common.
d. Carbide Inserts
High hardness comes with good wear resistance. It’s usable up to 1800°F before softening. Longer tool life delivers superior performance in high-speed CNC threading.
However, it’s prone to brittleness, leading to fracture under shock loads. Applications include aerospace + oil & gas industries (where precision and durability are mandatory).
Single Point Threading: Different Types of Threads
Single-point threading is notably versatile as it’s capable of producing a wide range of thread types. You can get both external and internal threads across multiple international standards.
01. External Threads
These are the treads cut on the outside of a cylindrical or conical surface (bolts, screws, shafts). Automotive bolts and studs within engines and chassis rely on external threads.
Fasteners for aircraft structures have external threads to withstand high-altitude vibration (turbulence). Drill pipe connections with external threads are designed for extreme torque.
02. Internal Threads
These are the treads cut inside a hole or bore (nuts, tapped holes, pipe fittings). Internal threads in surgical instruments (medical devices) enable modular assembly.
Nuts and couplings in heavy machinery require precise internal threading for load-bearing applications. Internal threads in aircraft engine casings must meet the exact tolerance to avoid assembly failures.
Common Standards of Threads
ISO metric threads (60° Flank Angle) are the worldwide standard. It serves fasteners in construction, automotive, and consumer goods. Over 70% of global fasteners are produced to metric standards.
a. Unified Threads (60° Flank Angle)
UNC (coarse) comes with a larger pitch that goes with materials like CNC aluminum. UNF (fine) specifies a smaller pitch, better for precision assemblies. Predominantly used in North America for automotive and aerospace.
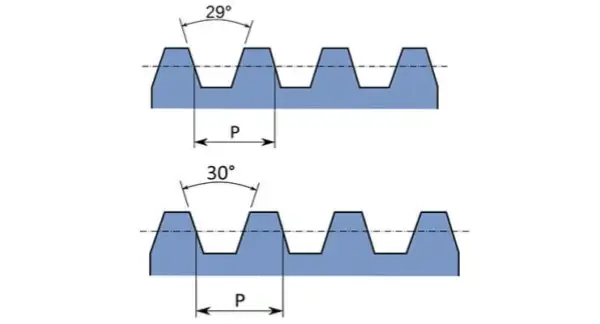
b. Acme Threads (29° Flank Angle)
Trapezoidal profile comes with flat crests and roots. It’s found in lead screws, power transmission, and heavy machinery. Acme threads can carry up to 50% more load in custom CNC parts compared to standard V-threads.
c. Trapezoidal Threads (30° Flank Angle)
It’s similar to acme, but standardized in Europe and Asia. It has uses in European machine tools for precision motion control. Trapezoidal threads are preferred in high-load uses involving smooth motion and wear resistance.
d. Square Threads (90° Parallel Flanks)
Lowest friction, making them ideal for heavy-duty uses (high-efficiency power transmission, jacks, presses, and lifting equipment). Square threads can achieve up to 90% efficiency in torque conversion.
Single Point Threading on CNC vs Manual Lathe
The choice between CNC and manual lathe for threading has particular importance. Both approaches use the same fundamental principle. But their execution, scalability, and industrial relevance differ.
Summary Comparison: CNC vs Manual Lathe Threading
| Feature/Aspect | CNC Threading | Manual Lathe Threading |
| Precision | ±0.001 in tolerances | Operator-dependent |
| Thread Profiles | Programmable + versatile | Limited to operator skill |
| Best Use Case | High-volume, high-end industries | Small batches and/or repairs |
| Tooling | Carbide inserts | HSS tools |
| Cost Efficiency | High setup cost but low per-part cost | Low setup cost with higher per-part variability |
| Global Adoption | Aerospace, automotive, medical | Workshops, maintenance, prototyping |
CNC single-point threading enables precision, repeatability, and scalability. Manual lathe threading is relevant for tasks like repairs, prototyping, and cost-sensitive small batches. When combined, they become a complementary toolkit for CNC manufacturing.
Single Point Threading against Tapping and Die Threading
The choice of your method from single point threading, tapping, or die threading isn’t fixed. It depends on production scale, precision requirements, and material properties.
Summary Comparison – Single Point Threading vs Tapping vs Die Threading
| Feature/Aspect | Single Point Threading | Tapping | Die Threading |
| Accuracy | High | Moderate | Low to Moderate |
| Flexibility | Customizable profiles, pitches, and diameters | Limited to tap sizes | Limited to die sizes |
| Material Suitability | Hard alloys, exotic metals | Softer or lightweight metals | Softer materials, small shafts |
| Global Adoption | Dominant in high-precision industries | Dominant in consumer fasteners | Common in workshops/repairs |
| Best Use Case | Aerospace, oil & gas, medical devices | Mass production of nuts/bolts | Repairs, small-batch external threads |
Prefer single-point threading for high-value + critical components. Choose tapping for high-volume internal threads in softer materials. Opt for die threading in repair shops or small-batch jobs.
Always match thread standards (ISO, ANSI, DIN) to ensure global compatibility. For hard alloys, prefer carbide inserts in single-point threading. Avoid tapping/die threading to reduce tool breakage.
Key Advantages of Single Point Threading
Threads can be cut to tolerances as tight as ±0.001 inches. Boeing and Airbus suppliers rely on CNC single-point threading for engine fasteners, ensuring vibration resistance and thermal stability.
Production of metric, UNC/UNF, trapezoidal, acme, and square threads without specialized taps or dies. Custom pitches and diameters can be programmed directly into CNC machines.
It works effectively on hard alloys (titanium, Inconel, hardened steels). Carbide inserts allow threading at high speeds without compromising tool life. Pipe connections in oil & gas withstand pressures 15,000+ psi through single-point threading.
Single point threading reduces rework and scrap rates compared to tapping/die threading. While setup costs are higher, per-part costs drop significantly in CNC production.
It’s ideal for prototyping and R&D, where non-standard threads are often required. You can adjust thread depth, pitch, and angle mid-process, offering unmatched adaptability.
Notable Limitations of Single Point Threading
a. Low Production Speed
Threads are cut in multiple passes, making the process slower than tapping or thread rolling. Tapping and rolling can produce threads 5–10 times faster in high-volume industries (consumer fasteners).
b. Tool Wear and Maintenance
Cutting hard metals (titanium, Inconel) causes rapid tool wear. Carbide inserts extend tool life but are costly and brittle under shock loads. Tool wear accounts for up to 20% of downtime in CNC threading.
c. Risk of Thread Defects
Misalignment, incorrect tool geometry, or improper feed rates can lead to uneven thread shapes. Defective threads compromise assembly integrity and can cause costly failures.
d. Higher Cost per Part (Small Batches)
CNC single-point threading requires programming and setup time. That’s why it’s less cost-effective for small, standard jobs. Manual threading is cheaper but less reliable.
Applications of Single Point Threading
Jet engine fasteners, turbine shafts, and landing gear components (aerospace) feature single-point threads. The treads must withstand extreme vibration, thermal expansion, and fatigue.
The process also makes it to drill pipes, casings, couplings, and wellhead equipment. Custom trapezoidal and API-standard threads are favored in the oil and gas industry.
Single point threads are in engine bolts, transmission shafts, and custom fasteners (automotive). Concentricity and load-bearing capacity prevail in high-RPM engines. Even prototyping of non-standard threads is possible for performance parts.
Orthopedic implants, surgical instruments, and dental fixtures also rely on these threads. Micro-threads ensure secure fixation and biocompatibility. Even custom threads are tailored for specific implants.
Power transmission screws, hydraulic presses, jacks, and machine tool spindles have these. Top-tier manufacturers mostly rely on acme, trapezoidal, and square threads for load-bearing applications.
On-site repairs of pipelines, agricultural machinery, and industrial equipment also need single-point threading. It grants flexibility to cut non-standard threads during small-scale maintenance.
Conclusion
Threads may seem like small details within the vast CNC machinery. However, those silent connectors hold aerospace engines, oil rigs, medical implants, and automotive systems together. Single-point threading empowers capable manufacturers to deliver precision, reliability, and adaptability.
Businesses must get a hold of tools, geometry, and applications to know when and how with single-point threading. A single faulty thread can mean millions in losses or even lives at risk in high-stakes uses. That’s where single-point threading can become your safeguard for product quality and reputation.
Precision Machining with Single Point Threading for Custom Parts at HRCCNC
HRCCNC possesses pioneering expertise in providing the best possible CNC threading for different metals. You’ll get a perfect balance of specs, properties, and expense. We’ve been in the CNC machining sector for 18 years with optimal satisfaction from clients.