Skip to content
Skip to content Even precision-machined components, by the time they reach the client, develop surface rust. The so-called ‘negligible minor issue’ eventually starts to interfere with the performance and aesthetics.
It’s a reputational hazard for the supplier, going beyond technical concerns. You’re risking contract loss, which also emphasizes proper surface protection. That’s where black oxide coating or blackening can save your company.
B2B buyers are increasingly favoring the cosmetic finish for risk mitigation plus cost efficiency. From manufacturers to clients, everyone wants every single part to meet functional and aesthetic specs.
What is Black Oxide Coating?
Blackening refers to a chemical conversion finish for metal parts. More specifically, black oxide, a conversion coating, transforms ferrous (iron-based) metal surfaces into magnetite (Fe₃O₄).
The process transitions the outermost surface rather than introducing a buildup layer. Magnetite is a stable black iron oxide to help with dimensional precision, lubricity, and light absorption.
Compatible Metals for Blackening
The coating is primarily focused on, but not limited to, ferrous (CNC steel) parts. Other elements like copper (Cu) and brass components can undergo the chemical conversion.
Carbon steel holds the most common applications with consistency in matte black and minimal dimensional impact. Tool/alloy steels get preference for measuring tools, cutting tools, and fixtures. Alloy steels (with chromium, nickel, molybdenum) respond well to black oxide. Still, the chemicals must be adjusted for uniformity.
Stainless steel resists black oxide through a passive chromium oxide layer. Special formulations (acidic or modified alkaline baths) can help achieve a uniform black finish. Manufacturers create antique-like or deep black aesthetics for CNC brass and even copper while maintaining conductivity.
CNC aluminum parts go through black anodizing instead of black oxide for a similar objective (durable black appearance). However, the mechanism is electrochemical without any alkaline-oxidizer baths.

How Does Black Oxide Coating Work?
The base metal goes through a controlled alkaline-oxidizing condition. And the chemical reaction turns surface iron into magnetite. It creates an automatically integrated micro-thin oxide layer instead of coating deposits.
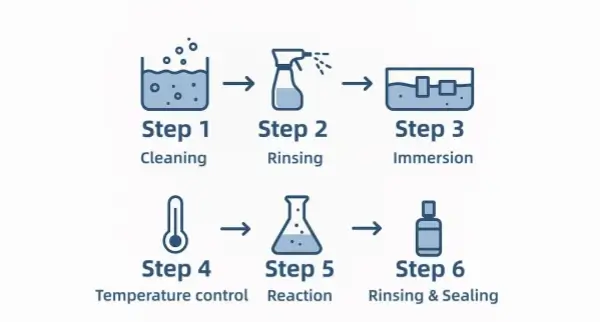
Blackening Coating: Step-by-Step
It starts with cleaning and surface prep. Removal of oils, oxides, and machining residues for uniform reaction. Common methods include alkaline degreasing, pickling, or media blasting.
Ferrous metals (steel/carbon steel) get immersed in hot alkaline baths with oxidizing salts. Stainless steel needs special chemical assistance to reduce chromium oxides on surfaces. Meanwhile, distinct solutions produce dark oxides in copper/brass.
Manufacturers proceed with rinsing, sealing, and drying. Rinsing eliminates bath residues to stabilize the finish. Sealing resists oil/wax penetration to lock in corrosion resistance. Drying prepares the parts for assembling.
Additionally, there are two production formats available for industrial black-coating practices. Rack processing enables larger, delicate, or high-value custom metal parts with uniformity. Meanwhile, barrel/tumble processing suits high-volume small parts like fasteners and pins.
What are the Benefits of Black Oxide Coating?
The thin magnetite layer becomes a rust-resisting factor in CNC. Even corrosion resistance improves with oil or wax sealing. The manufactured parts remain protected during storage and global shipping.
Black oxide introduces negligible thickness (<1 micron) to the outer layer. That’s why precision tools, gauges, and aerospace parts look for blackening where even microns of buildup can cause misfits.
The sealed surface reduces friction to improve assembling consistency and minimize galling in threaded fasteners. Properly induced black oxide can reduce torque variability in fasteners.
A uniform matte black finish comes with reduced glare to enhance any custom product’s appeal. Firearms and optical instruments use black oxide to minimize reflection in field conditions.
Black oxide is cheaper than plating (zinc, chrome) or powder coating. High-volume production runs of fasteners, brackets, and small components can become profitable, with other conditions in favor.
Different Types of Black Oxide Coating
Black oxide coating isn’t exactly an all-in-one solution for custom metal parts. Manufacturers implement specific variations to meet metallurgical specs, project requirements, and operational capability.
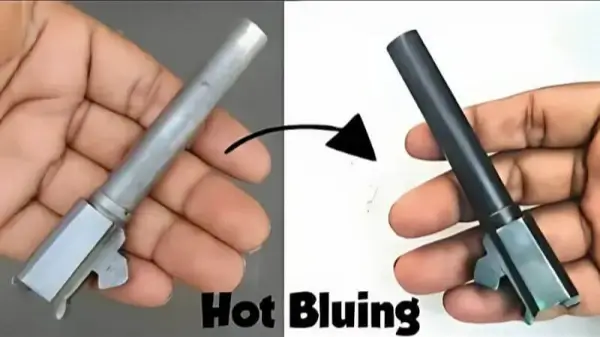
01. Hot Black Oxide (Hot Bluing)
It’s the most widely executed method for steel and ferrous alloys. Hot blackening involves immersion in a heated alkaline salt bath (135–150°C). It produces a deep black magnetite layer.
You’ll have a durable, uniform, and corrosion-resistant finish. Optimal retention of dimensional accuracy prevails for precision tools. It also serves high-volume industrial production.
According to Market Report Analytics, hot black oxide accounts for over 70% of industrial blackening in North America and Europe. Makers pair hot black oxide with oil or wax sealing to maximize corrosion resistance for export shipments.
Automotive fasteners, gears, and brackets choose the oxide coating to withstand humidity. It also contributes to glare reduction and durability in firearms and aircraft tooling.
Measuring instruments like calipers and micrometers may apply it to preserve more accuracy. Millions of fasteners in the automobile supply chain receive hot black oxide to meet OEM standards.
01. Cold Black Oxide
A room-temperature chemical reaction deposits a copper-selenium compound on the surface. Though it’s faster and simpler than hot blackening, the outcome is less durable.
It’s more suitable for light-duty, decorative, or aesthetic applications. No high-temperature equipment means lower energy costs. You’ll get uniform black finish for non-critical custom components.
According to Birchwood Technologies, the process can reduce finishing costs by up to 40% in small-scale production runs. Cold black oxide represents 15% – 20% of global usage, primarily in decorative and consumer markets.
Cold blackening is applied to kitchen knives, decorative hardware, and jewelry for appearance. Small to medium workshops in Asia-Pacific and Latin America rely on it for cost + simplicity. Some electronic connectors and housings also have it where appearance matters.
That being said, cold blackening is mainly suitable for indoor applications. You’d better avoid it for outdoor or high-humidity environments unless properly sealed.
02. Mid-Temperature Black Oxide
The process operates at 90–120°C, featuring a balance between hot and cold methods. The produced magnetite finish is similar to hot black oxide for lower energy consumption.
The process is significantly energy-efficient compared to hot processes. It comes with reduced risk of burns and chemical hazards. The oxide offers better durability for medium-end uses.
According to Birchwood Technologies, CNC manufacturers can save up to 20% – 25% energy consumption per batch. That’s why mid-temp black oxide has a strategic choice for brands looking for performance with sustainability.
Mid-temp oxide is adopted across regions with strict energy efficiency and workplace safety. Parts like hydraulic fittings, machine parts, and fasteners suffice the moderate corrosion resistance.
Brands aiming for sustainability certifications are increasingly preferring mid-temperature processes. Mid-temperature blackening continues to grow steadily, covering 10% – 15% of the industrial adoption.
Summary Comparison: Different Black Oxide Coating Types
| Feature/Aspect | Hot Black Oxide | Mid-Temperature Black Oxide | Cold Black Oxide |
| Processing Temperature | 135–150°C (high-temp alkaline bath) | 90–120°C (moderate alkaline bath) | Room temperature (chemical deposition) |
| Finish Quality | Deep + durable matte black | Uniform black finish (close to hot oxide) | Decorative black but less durable (Cu-Se) |
| Corrosion Resistance | Strong when sealed with oil/wax | Moderate (improved with sealing) | Limited; needs sealing for protection |
| Safety Concerns | Higher risk due to hot baths and chemicals | Safer, but still requires heated solutions | Safe with no heat involvement |
| Cost Efficiency | Moderate (high setup and energy costs) | Well-balanced (lower energy costs with moderate durability) | Variable (simple setup + shorter lifespan) |
| Common Applications | Automotive fasteners, aerospace tooling, firearms, and industrial gauges | Hydraulic fittings, machine parts, and sustainable manufacturing | Decorative hardware, kitchen knives, jewelry, consumer goods |

Limitations of Black Oxide Coating
Black oxide coating surely offers many advantages to precision machining. However, the process isn’t without drawbacks. Manufacturers must implement appropriate measures to overcome them.
a. Limited Corrosion Resistance
Black oxide alone provides only mild corrosion resistance. Parts can rust rather quickly in humid or outdoor environments without sealing (oil, wax, or polymer). It’s a contributing factor in automotive fasteners shipped overseas that develop “flash rust”.
Manufacturers apply oil, wax, or polymer sealants immediately after blackening the CNC parts. Some even introduce secondary coatings (phosphate or clear lacquer) for further protection.
b. Not Suitable for Harsh Environments
Black oxide is not ideal for marine, chemical, or extreme outdoor conditions. Saltwater exposure can quickly degrade the finish. Shipbuilding industries avoid black oxide, preferring zinc plating or hot-dip galvanizing.
Designers specify alternative coatings (zinc, nickel, powder coating) for marine or outdoor applications. Nonetheless, black oxide is mostly reserved for indoor or controlled environments.
c. Surface Porosity + Dependence on Sealing
The porous oxide layer turns the availability of surface protection heavily dependent on sealing. Corrosion resistance can wildly vary with inconsistent sealing. Unsealed black oxide fails within 1–2 hours in salt spray tests.
Automated sealing systems ensure uniform oil/wax penetration in precision CNC-machined parts. Some manufacturers choose polymer-based sealants for longer-lasting protection.
d. Lower Wear Resistance Compared to Others
Black oxide can’t deliver the same hardness or wear resistance as plating (chrome, nickel) or nitriding. Cutting tools with black oxide wear faster than those with titanium nitride (TiN) coatings.
Designers and manufacturers consider black oxide for secondary benefits (appearance, glare reduction). They primarily rely on harder coatings for robust wear resistance.
Conclusion
Overall, black oxide coating isn’t some cosmetic finish to induce a matte black aesthetic. The process, when implemented perfectly, grants durability, precision, and cost efficiency to the involved parties. Blackening has its perks against limitations to help with the corrosion resistance + dimensional stability. Manufacturers continue to refine the process to confront those challenges for a better outcome.
Perfect Surface Finish for Any Industrial Parts at HRCCNC
HRCCNC specializes in providing the best possible finish based on material properties and project needs. We have multiple surface finishing options in compliance with global standards. Our 18 years of experience in the CNC machining industry guarantee the best part finishing.