Skip to content
Skip to content Anodized aluminum is a durable, corrosion-resistant material widely used in construction, electronics, and consumer products. In this article, you will learn how anodizing works, its benefits, and why it’s a preferred choice for long-lasting metal finishes.
What Is Anodizing and Anodized Aluminum?
The process of electrochemically strengthening the surface of aluminum is known as anodizing. It is achieved by converting the aluminum surface into a thicker, more protective oxide layer, which prevents its corrosion and wear.
Anodized aluminum is frequently used in construction, electronics, and various consumer products. It can also be colored in different colors to make it look better without losing its durability. Because the oxide layer is integral to the metal, it won’t peel or chip over time.
Watch the Anodizing Process Unfold in 35 Seconds
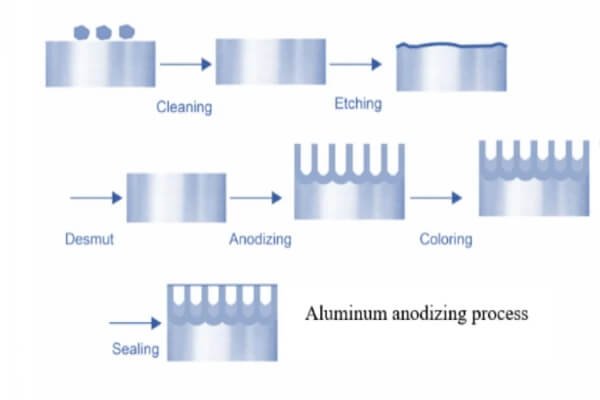
Anodizing Process: How Do You Anodize Aluminum
Anodizing is a multi-step process that creates a protective coating on the surface of aluminum.
Pretreatment
Technicians begin washing the aluminum part in a degreasing solution to remove oil and dirt. They then rinse it thoroughly with water. They may immerse the part in a mild acid or alkaline solution to remove natural oxides and impurities. Lastly, the part is rinsed once more and dried, and then transferred to the next step.
Preprocessing
At this step, the surface is mechanically polished or brushed to create a uniform texture. The surface is visually or measurably checked in order to check evenness. The aluminum can be polished and then anodized if a glossy finish is desired. The part is then clamped onto a conductive rack to provide good electrical contact in the anodizing bath.
Electrolytic Oxidation
The metal component is hooked up as the anode in an acid electrolyte bath, typically containing sulfuric acid. A controlled voltage and current initiate the electrochemical reaction. The electrolyte allows oxygen ions to react with the aluminum surface to form an oxide layer. Temperature and current are carefully monitored so that there is even growth.
When the required time and layer thickness are reached, the power is switched off and the component is removed.
Thickness Control, Porosity, Parameter Influences
Since the oxide layer is still unsealed and porous, dye molecules can easily enter. The oxide layer’s thickness is regulated by the applied voltage, current density, and the length of time. Temperature stability is important because the higher the temperature, the more porous and softer the layer becomes.
Technicians adjust these parameters to achieve the desired density and pore size. They can verify the layer thickness using electronic gauges to ensure it meets quality standards before moving forward.
Dyeing of the Porous Layer
The oxide layer is porous after anodizing, and thus, dye molecules can enter. The section is soaked in a dye bath, and the color saturates inside the pores. The technician stirs the dye bath and controls the immersion time to achieve an even and precise color tone. The desired shade is then achieved, and the part is rinsed to remove any excess dye.
Post Treatment
In the last stage, the technicians plug the holes with steam, hot water, or chemical sealing solutions. This step seals the color and enhances corrosion resistance. Upon sealing, the part is allowed to cool and then examined for quality and surface durability. The anodized aluminum is then packed or processed as necessary.
Anodized Aluminum Finish: Types, Aesthetics, and Performance
In this part, the primary types of finish will be described, along with how performance can be varied and the coloring techniques that produce various appearances.
Finish Types
Anodized finishes are typically matte, satin, or bright. Chemical etching is used to create matte finishes, which offer a soft and non-reflective surface. Satin finishes are smooth and reflective, making them applicable in architecture and decoration. Bright finishes are achieved by mechanically or chemically polishing the surface before anodizing.
Influences of the Thickness of Anodizing on Appearance and Wear
Indoor applications need a thin coating of around 5-10 microns, where wear resistance is less critical. Coatings of up to 25 microns in thickness offer greater protection against corrosion, abrasion, and UV. The oxide layer thickness increases, which can make the color of the thicker layers a little darker or less reflective.
Coloring Methods
Dyeing is the most common method, as the porous oxide layer takes in organic or inorganic dyes. Interference coloring is created by light refraction within the oxide layer, giving an iridescent color. All techniques differ in stability, brightness, and cost.
Trade-offs
Choosing an anodized finish is a trade-off among cost, appearance, and performance. Thicker layers are more protective and more time- and energy-consuming to create. Bright finishes are visually appealing, but they are easily fingerprinted. Dye-based colors give a choice, but can fade in an open environment compared to the electrolytic or interference colors.
Black Anodized Aluminum
Black anodized aluminum is a widely favored finish, offering a sleek look and durable surface protection. It combines the quality of anodized metal with a deep, uniform black color, suitable for both functional and decorative purposes.
What Is Black Anodizing
Black anodizing is a coating process in which an electrochemical method presents a layer of black oxide on a piece of aluminum. It is first anodized to create a porous film of oxides, then dyed or colored with inorganic metal salts to attain a deep black color. This is followed by sealing the layer to seal in the color and increase corrosion resistance.
Specific Process Steps
It begins by cleaning and etching the aluminum to get rid of dirt and natural oxides. The metal is then immersed in an electrolyte bath consisting of sulfuric acid, in which an electric current is used to form the layer of oxide.
After anodizing, the part is placed in a black dye bath or electrolytically colored to fill the pores with black or metallic compounds. Lastly, this is sealed in a hot water or nickel acetate solution to seal the pores and fix the colour.
Challenges and Limitations
The black finish is sensitive and requires consistent voltage, temperature, and dye concentration. Variations in color or shade may occur due to variations in the composition of alloys or the roughness of surfaces.
Black anodized surfaces can also tint after a long period of exposure to UV light, provided there are organic dyes. In addition, overly thick oxide layers can make the surface appear grayish.
Applications and Use Cases
Black anodized aluminum is also used in electronics, automotive components, architectural panels, and consumer goods. It gives a clean and modern look and is not easily scratched or corroded.
Its common uses include camera bodies, lighting fixtures, heat sinks, and decorative trims. The finish also contributes to glare reduction and heat dissipation; thus, it is ideal to use not only technically but also aesthetically.

Design & Practical Considerations in Aluminum Anodizing
The process of designing aluminum parts for anodization must consider material choice, geometry, cost, and final performance. All of these factors affect the quality, appearance, and corrosion resistance of anodized finish.
Aluminum Alloys
The choice of aluminum alloy depends on the intended application. Anodizing of aluminum alloys does not proceed equally. Alloys made of aluminum (series 1xxx) form precise and uniform layers of oxide, whereas alloys containing copper or silicon might end up with uneven coloration.
The 5xxx and 6xxx alloys are popularly used in architecture and industry due to their excellent anodizing quality and corrosion resistance. Using the appropriate alloy guarantees both aesthetic consistency and the durability of the protection.
Part Design Guidelines
Even anodizing can be reached with the aid of good design, and defects can be minimized. Around sharp edges, the edges need to be rounded so that there is no accumulation of thin oxide. Deep recesses and sunken holes should be avoided because they can trap air or chemicals during processing.
Mounting points should also be provided to ensure correct electrical contact and safe handling. The even current distribution of the color and surface is supported by uniform wall thickness.
Quality Control
The quality control begins with observing the process in terms of bath composition, temperature, and voltage. Technicians regularly inspect parts for uniform color, thickness, and adhesion. Oxide thickness is measured by eddy-current or microsection methods.
All differences in surface texture or gloss are eliminated through cleaning, etching, or sealing. Regular inspection of the anodized coating is to guarantee that the coating has passable technical and aesthetic qualities.
Cost Factors
Anodizing cost varies with the type of alloy, size, and thickness of the part, and coloring. Heavy oxide layers and special finishes, such as black or bronze, take more time and require more chemicals. Complex part geometry also increases the cost of handling. Design optimization and typical finish choices can lower production costs and preserve quality.
Maintenance, Repair, and Durability.
Anodized aluminum requires little maintenance. It can be cleaned using weak detergents and soft cloths that will not damage the oxide layer. Damaged areas may also be reanodized in some instances, such as in the case of surface wear, but this may prove hard to match in color.
A properly maintained anodized finish lasts for decades, preserves its appearance, and provides protection.

Comparison: Anodizing vs Alternative Surface Treatments
Surface treatments have varying degrees of protection, appearance, and prices available. The comparison of the anodizing and other typical finishing methods is provided below.
Powder Coating
Powder coating forms a thick protective coating on the metal surface. It is good in terms of corrosion resistance as well as color availability. It may, however, flake off over time, especially when subjected to heavy wear, unlike anodizing, which fuses with the surface of the metal.
Painting
Painting is an inexpensive and easy way of providing color and protection. It is not difficult to apply and repair when damaged. However, layers of paint are placed on top of the surface and are therefore prone to fade, scratch, or peel, unlike anodized finishes.
Plating
Plating involves applying a layer of metal, like nickel or chrome, onto the surface of another metal. It gives it a highly reflective surface and enhances hardness. However, plating will wear off or corrode when the covering is thin or damaged, whereas anodizing tends to be more robust in the harsh environment.
Black Oxide
Black oxide produces a black finish with low corrosion resistance. It is commonly applied to decorative or low-wear components. It is less protective and durable than anodizing and is also cheaper and quicker to apply.
When Is Anodizing Preferred
When durability, corrosion resistance, and long-term appearance are essential, anodizing is the best choice. It is best suited for outdoor, aerospace, or architectural use where the metal or metal finish needs to withstand heat, moisture, and wear.
Conclusion
For strength, durability, and a superior finish, anodizing is the proven choice. At HRCCNC, we make it even better with our integrated CNC machining and in-house anodizing services. Get seamless integration, controlled quality, and great-looking parts faster. Contact us to upgrade your aluminum parts today.