Skip to content
Skip to content Aluminum has been one of the most preferred materials in CNC machining. It features several benefits to remain a go-to choice. Many machined parts require welding to bring the intended designs to life.
However, welding aluminum isn’t as straightforward as it seems. The material can pose challenges that demand careful preparation and technique. This article explores the essentials of aluminum welding.
Aluminum Welding Methods for CNC Machining
There are several ways to achieve the desired outcome from CNC-machined aluminum welding. It exclusively depends on method-specific strengths. Each method is tailored to part geometry, industry standards, and production scale.
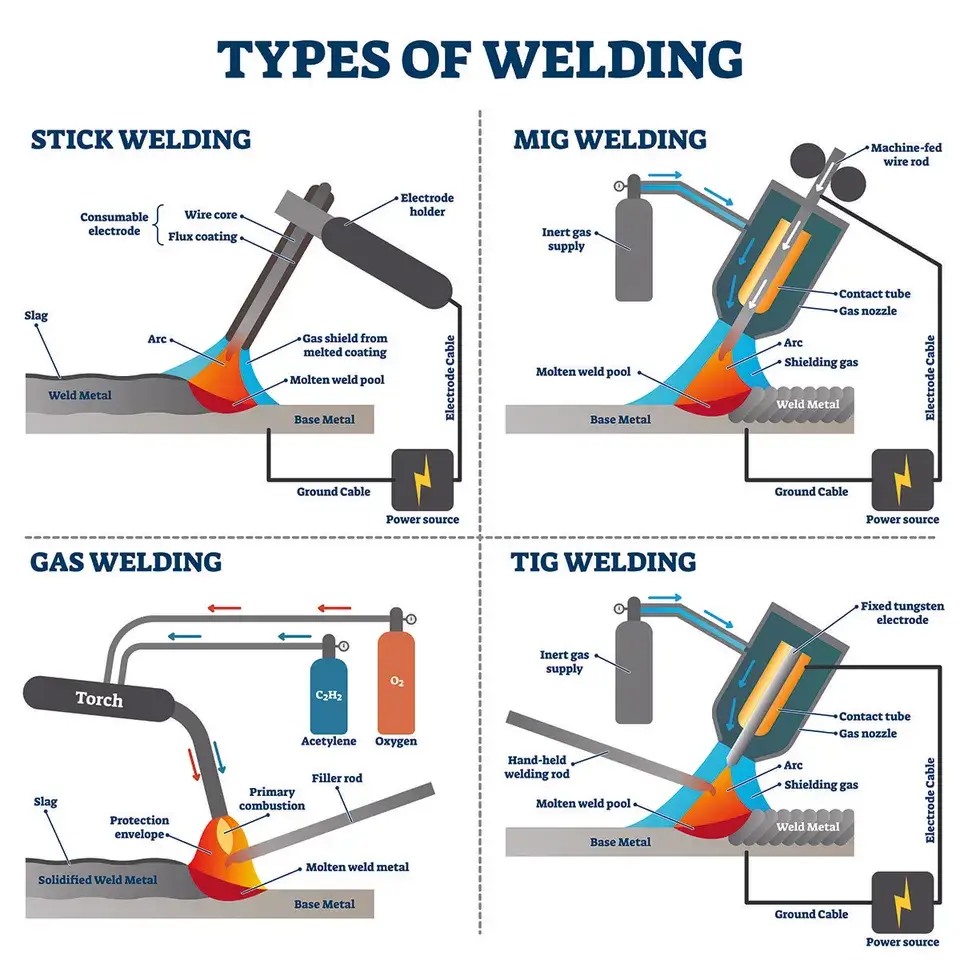
01. MIG Welding (Gas Metal Arc Welding)
It’s like the gold standard for thick aluminum parts produced via CNC milling or turning. The process induces a consumable wire electrode with an inert gas (mostly argon) to shield the weld pool.
MIG can deposit large amounts of filler quickly. You should choose it for high-throughput environments like automotive and industrial fabrication. It initiates a balance between speed and integrity.
02. TIG Welding (Gas Tungsten Arc Welding)
TIG welding is valued for precision with thin walls, tight tolerances, or complex shapes. It features a non-consumable tungsten electrode to grant superior control over the heat input and filler addition.
The process also introduces minimal contamination against high fatigue resistance. TIG has been the preferred method in ISO 3834-certified aluminum welds requiring <0.5 mm distortion tolerance.
03. Laser Welding
Laser welding delivers ultra-precise, low-heat input joins, minimizing distortion in CNC-machined Al. You can enjoy a narrow heat-affected zone (HAZ), high-speed automation, and minimal post-processing.
The method’s adoption in aluminum CNC applications is currently growing at 8.2% CAGR globally. Such an increasing demand comes from the rapid miniaturization of consumer electronics and aerospace.
04. Friction Stir Welding (FSW)
The solid-state process joins CNC-machined plates and panels without melting the base material. A rotating tool generates frictional heat to soften the aluminum and stir it into a seamless joint.
No filler metal requirement still enables minimal distortion. You can also expect excellent mechanical properties with FSW. It can achieve 30% higher fatigue strength than conventional fusion.
05. Resistance Welding (Specialized Methods)
The particular method can treat thin aluminum sheets well, especially in electronics and appliances. You can go for spot welding for enclosures and seam welding for continuous joints.
However, aluminum’s conductivity calls for high electricity and precise timing. Resistance welding has been in use to assemble CNC-machined aluminum casings for laptops and tablets.
How to Weld CNC-Machined Aluminum Parts
● Step #01: Initial Preparation
- Remove Contaminants: Machined aluminum may retain oils, cutting fluids, and microscopic debris. Use acetone or isopropyl alcohol, followed by steel wire brushing to eliminate the oxide (Al₂O₃) layer.
- Edge Design: CNC-machined chamfers, grooves, or bevels can improve weld penetration for reduced porosity. A 60° V-groove is common in aerospace-grade joints for a complete fusion during TIG welding.
Step #02: Equipment Setup
Choosing the correct welding setup depends on part thickness, alloy type, and precision requirements. For available welding methods –
- MIG welding for thick parts (>3 mm) can get you speed and efficiency.
- TIG welding for thin-walled or high-tolerance parts is common in aerospace sectors.
- Laser welding for micro-scale components with minimal heat distortion.
Match filler rod/wire to alloy series –
- ER4045 for 6xxx series (6061).
- ER5356 for 5xxx series (marine-grade).
However, avoid welding 2xxx and 7xxx series unless using specialized fillers due to hot cracking risks.
Use pure argon or an argon-helium mix. Helium improves penetration in thicker sections at an extra cost. Almost pure argon (>99.99%) is the ultimate standard for high-precision applications.

Step #03: Welding Process
Aluminum’s high thermal conductivity and low melting point demand tight control during welding.
- Heat management: Preheat the parts (150°C – 200°C) to reduce thermal shock and warping. Apply pulse settings in TIG/MIG to modulate heat input.
- Fixturing: CNC-machined jigs and clamps maintain alignment to prevent movements during welding. Tesla uses automated fixturing to hold CNC-machined aluminum housings.
- Technique: Maintain a short arc length and deploy the push technique (torch angled forward). It should improve shielding gas coverage and reduce contamination.
Step #04: Post-Welding Actions
After welding, quality assurance and surface finishing restore precision and enhance durability. Conduct visual and dye penetrant testing for surface defects.
Go for ultrasonic or X-ray inspection for aerospace or medical-grade parts to detect internal flaws. CNC finishing may be required to restore tolerances affected by heat distortion.
Available surface treatment options include –
- Anodizing improves corrosion resistance and aesthetics.
- Polishing enhances reflectivity for optical components.
- Powder coating adds durability to consumer products.
Over 70% of aluminum parts in the aerospace and EV sectors undergo welding post-CNC machining. ISO 25239 governs friction stir welding. AWS D1.2 is the global standard for structural aluminum welding.
Aluminum’s Welding Challenges in CNC Applications
01. Oxide Layer Interference
Al naturally forms a tenacious oxide layer (Al₂O₃) that melts at around 2000°C. It’s far higher than aluminum’s base melting point (660°C). Such a mismatch causes arc instability and poor fusion.
02. High Thermal Conductivity
Aluminum dissipates heat rapidly, making it challenging to maintain a stable weld pool. Such a hindrance can lead to incomplete fusion or warping. It’s particularly problematic in thin CNC-machined parts.
03. Alloy Sensitivity
Not all aluminum alloys are weld-friendly. The 2xxx and 7xxx series are prone to hot cracking. 5xxx and 6xxx series mark better weldability but still require filler compatibility and post-weld heat treatment.
04. Precision vs Weld Tolerance
CNC parts are machined to tight tolerances. However, welding introduces heat-induced expansion and contraction. It can misalign critical dimensions without proper fixturing and preheating.

Best Practices for Welding CNC Machining Aluminum Parts
Welding CNC-machined aluminum parts is about a balanced design, machining, and fabrication. It transforms simple components into high-performance assemblies when executed properly.
01. Match Welding Method to Part Design
Choosing the correct welding method is mandatory. Each technique features distinct advantages based on geometry, thickness, and industry requirements.
02. Use CNC Precision Fixturing to Reduce Distortion
Aluminum’s high thermal conductivity makes it prone to warping. CNC-machined jigs and fixtures are essential to maintain alignment and dimensional integrity. Implement custom CNC fixtures with thermal compensation features to hold parts securely.
03. Preheat Thicker Aluminum Parts for Consistent Welds
Preheating reduces thermal shock, improves weld penetration, and minimizes cracking. It seems quite beneficial for parts thicker than 3 mm. Preheat to 150°C – 200°C (for most alloys). It should reduce weld defects by up to 35% in 6xxx series alloys.
04. CNC Machining + Welding for Design-for-Weldability (DFW)
Integrating DFW principles early in the design phase ensures smoother fabrication and fewer weld failures. Top DFW strategies include –
- Avoid sharp corners that concentrate heat.
- Include chamfers or grooves for better weld access.
- Design joints for uniform heat distribution.
CNC programmers and welders should co-review part geometry and tolerances before production.

Applications of Aluminum Welding
01. Aerospace (TIG-Welded Precision)
Aluminum’s high strength-to-weight ratio and corrosion resistance have been a top choice. CNC machining ensures tight tolerances for components like wing ribs, fuselage frames, and brackets. Meanwhile, TIG welding delivers high-integrity joints.
Airbus uses TIG welding to join CNC-machined aluminum fuselage panels. It achieves welds with <0.5 mm distortion tolerance. TIG welding is used in 70% of aluminum joints in aerospace fabrication.
02. Automotive (MIG-Welded Components)
Automotive manufacturers rely on CNC machining for engine blocks, suspension arms, and battery trays. MIG welding is preferred for its speed and efficiency in joining thicker parts.
MIG welding deposits filler quickly, ideal for production-scale assembly of machined components. Tesla Gigafactory uses robotic MIG welding to assemble CNC-machined battery enclosures.
03. Marine (Corrosion-Resistant CNC + Welded Assemblies)
Marine environments demand materials that can withstand saltwater corrosion. CNC-machined parts (hull brackets, railings, and deck plates) are known for marine-grade durability.
Choose MIG or TIG welding depending on part thickness and structural demands. Shipbuilders in Norway and Japan use CNC-machined aluminum panels welded with ER5356 filler.
04. Medical (Laser Welding for Micron-Level Precision)
Medical devices require ultra-precise and contamination-free joins. CNC machining delivers intricate aluminum housings and sensor mounts. Laser welding ensures minimal heat distortion for clean welds.
Laser welding produces narrow heat-affected zones in sensitive electronics and surgical instruments. Swiss manufacturers use laser welding to fuse CNC Al sensor housings with micron-level accuracy.
05. Industrial Machinery (Friction Stir Welding for Large Plates)
Heavy-duty industrial machinery uses large CNC-machined plates for structural bases, heat exchangers, and enclosures. Friction Stir Welding (FSW) is ideal for these applications due to its solid-state nature.
FSW can effectively avoid melting, reduce distortion, and improve mechanical properties. CNC-machined Al panels for solar concentrators are joined using FSW in the Indian renewable energy sector.

Conclusion
Modern manufacturing specs set precision and strength as partners. That’s why CNC machining delivers the exactness, while welding brings the parts together with structural integrity. The synergy between machining and welding is what transforms raw aluminum into real-world solutions.
Get Precise Aluminum Welded Parts from HRC
Skip your concerns associated with CNC machining aluminum welding. Our products at HRC meet every standard while providing innovative solutions. Contact us for more on our aluminum service.