Skip to content
Skip to content Bead blasting is a specialized form of sandblasting that uses spherical glass beads to produce a cleaner, smoother, and more uniform finish than traditional abrasive media. This guide focuses on this superior method for surface finishing.
What is Bead Blasting?
Bead blasting is a process for finishing the surface of a material, using fine glass or ceramic beads propelled under pressure to clean, polish, or texture the surface without causing damage. It is commonly applied to repair components, prepare areas to be coated, and improve the look without damaging the materials.
Bead Blasting process and the comparison before and after shot peening
Fundamentals of Bead Blasting
To understand how bead blasting can produce such clean and uniform results, it is important to examine the fundamentals of the process.
Definition and Basic Principle
Bead blasting is a controlled abrasion process in which a workpiece is blasted with small spherical beads using compressed air. The beads hit the surface and remove contaminants, oxidation, or old finishes, leaving a smooth, satin, or matte finish.
The combination of the round shape of the media and the peening effect ensures that the surface is not cut, the dimensions of the part remain unchanged, and the risk of surface fatigue is minimized.
This has popularized bead blasting in the aerospace, automotive, and precision manufacturing industries, where maintaining component integrity is more important than achieving a glossy appearance.
How the Process Works
The process begins by positioning the part inside a blasting cabinet or chamber. A high-pressure stream of air, combined with bead media, is directed toward the surface by the operator using a nozzle. Lower pressure results in gentle cleaning, while higher pressure produces a more textured surface.
Air pressure, media size, and blast distance are variables that dictate the aggressiveness of the finish. Low pressure gives a gentle cleaning effect, whereas high pressure produces a more textured look.
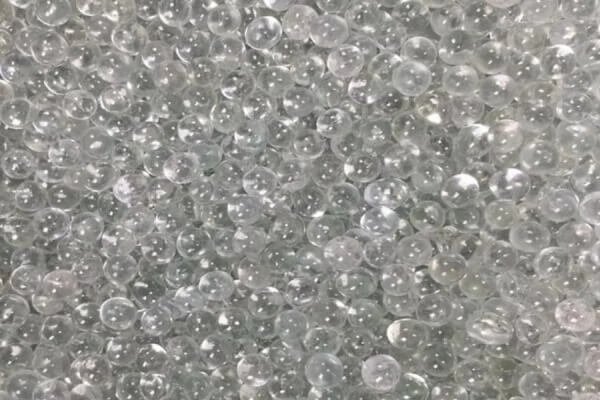
Bead Blast Media (blaster beads)
The kind, size, and quality of the media used in blasting beads are very important in determining the success of any bead blasting process.
Common Media Types
- Glass beads: give a smooth, satin finish, which is best applied to aluminum or stainless steel.
- Ceramic beads: provide more impact on harder types of materials and increase media life.
- Plastic beads: can be used on fragile items such as composite or soft metals.
- Stainless steel beads: These beads are used in instances where there is a need to avoid contamination caused by glass or ceramics.
All media types are selected based on surface hardness, the required finish, and potential issues related to contamination or reflectivity.
How to Choose the Right Bead Size
Bead Size and its Effect
The size of the beads is a significant factor in the end look. Smaller beads (50-100 microns) offer a smooth, uniform matte finish that is ideal with precision components. Greater bead size (e.g., 200-400 microns) gives more texture and removes heavy coatings quickly. A proper mix of bead size and air pressure guarantees efficiency and finish quality.
In China’s CNC machining industry, the Bead Blasting size (mesh) standards are as follows:
| Mesh Size | Applicable Products/Scenarios | Texture Feel | Appearance Requirement Level | Machining Mark Coverage Ability | Design Preference |
| 80#, 100# | Larger parts, industrial components | Noticeable | Low | Covers most machining marks | Preferred when appearance is non-critical |
| 120#, 150# | Standard-sized parts, consumer electronics | Normal smoothness | Mid to high | Covers only minor machining marks | Most designs’ first choice (balances cost and aesthetics) |
| 180#, 200#, 220# | Smaller products, high-end consumer goods | Fine smoothness | Very high | Cannot cover marks (requires pre-polishing to eliminate all flaws) | Preferred for high-end appearance needs |
Reusability, Cost, and Environmental Aspects
Bead blasting is not very expensive since most of the media can be reused several times before they deteriorate. Reuse cycles are determined by the hardness of the beads, pressure, and the part material.
Broken beads and dust are separated from reusable media within the recycling system in the blast cabinet for use in the next round. This saves not only costs but also reduces waste. Bead blasting is eco-friendly compared to chemical stripping or acid cleaning because it uses no harsh chemicals.
Bead Blast Finish and Surface Effects
Blasting is not just a cleaning process but also a process that changes the surface’s appearance and performance.
Types of Finishes
Different finishes can be obtained by bead blasting based on the parameters of the process:
- Matte finish: accomplished using small beads and low pressure to have a non-reflective surface that is soft.
- Satin finish: slightly reflective, used for consumer products and stainless steel components.
- Uniform bright finish: achieved via increased pressure and larger beads
- Frosted finish: This is an ornamental treatment applied in decorative work, like in jewelry or signage.
These finishes not only enhance the visuals but also contribute to coating adhesion and reduce glare.
On Different Substrates
Different materials respond differently to bead blasting:
- Aluminum: acquires a clean and smooth satin finish and eliminates oxidation.
- Stainless steel: acquires a non-directional, appealing matte appearance without being contaminated.
- Titanium and nickel alloys: enhance fatigue strength by slightly compressing the surface.
- Plastic and composite: should be under low pressure to avoid warping or damage.
Equipment and Setup
To bead blast safely and effectively, it is necessary to have appropriate equipment and setup that regulate pressure and media flow, while ensuring operator safety.
Bead Blaster Cabinet/Blast Enclosure
A blasting cabinet allows the operator full control of the environment. It has gloves, viewing windows, a dust collector, and a media recycling system. Cabinets are used for precision and small-to-medium parts that require consistent finishes.
Handheld Bead Blaster
Handheld blasters are convenient to use in the field or in large areas that may not fit into a cabinet. More operator control and additional safety are needed for these systems, which are often used to repair vehicle frames or large metal fabrications.
Air Compressor and Pressure Control
The intensity of the blast is regulated by air pressure, which is usually between 40 and 100 psi. Excess pressure may press in beads or bend thin sections, and insufficient pressure may leave residues. Consistent air flow ensures even coverage and a uniform finish.
Safety and Protection
Bead blasting requires strict attention to safety. To prevent any dust or rebound from hitting the operator, respirators, gloves, and protective eye-wear must be used. Proper ventilation and dust collection systems minimize operator exposure to silica and other fine particulates.
Applications and Use Cases
Bead blasting has many applications and is used either to add functionality or enhance the appearance of the product.
Surface Preparation
Bead blasting can be used to remove any contaminants before coating, painting, or anodizing, resulting in excellent adhesion. It is frequently applied in automotive refinishing, aerospace maintenance, and tooling preparation.
Edge Finishing
Machining may result in sharp edges that cause premature wear or assembly difficulties. The edges are softly rounded by bead blasting, and part dimensions are not altered — crucial for high-precision mechanical assemblies.
Aesthetic Finishes
Most manufacturers prefer bead blasting to give a smooth and high-quality appearance to stainless steel appliances, bicycle frames, or consumer electronics. The matte finish provides a contemporary and professional look, covering the fingerprints and minor scratches.
Restoration or Cleaning
Bead blasting is an efficient way to remove oxidation, grease, or old paint from antique parts or moulds. It is also popular because it can be used to repair old car components, aircraft, or engine housings without removing the base metal.
Specific: Bead Blasting Aluminum Parts
One of the most common materials bead blasted is aluminum. The process eliminates oxidation, discoloration of the weld, and surface imperfections, leaving behind a smooth satin finish that can be used before painting or anodizing. Proper parameters maintain dimensional accuracy in the process, and corrosion resistance is greatly enhanced.

Advantages and Limitations
As with any surface finishing process, bead blasting has its own advantages and disadvantages, which are based on the type of material being worked on, pressure regulation, and operator skill level.
Advantages
Bead blasting provides high accuracy and uniformity of surface conditions, making it one of the most stable methods of finishing used in production. Because the process involves peening rather than cutting, the spherical beads help retain dimensional accuracy while eliminating oxidation or contamination.
The resulting surface improves coating adhesion, enhances corrosion resistance, and provides a professional appearance. Additionally, it can be used with numerous materials and does not require harsh chemicals, which makes it cost-effective and environmentally friendly.
Limitations
Bead blasting has its disadvantages despite its flexibility. The machine produces a lot of fine dust, which requires proper ventilation and the use of safety gear to protect operators.
For thinner components, there’s a real risk of deformation or damage if higher blast pressures are used—their delicate structure can’t withstand the intense force without warping or cracking.
It also has problems accessing deep cavities or complicated internal geometries in which direct impact is restricted. Moreover, areas that must not be blasted should be carefully masked before the process.
Best Practices and Process Tips
Technicians should follow the established best practices and quality control measures to achieve stable, high-quality outcomes.
Right Bead Size, Media, Pressure, and Angle
Correlate bead hardness and size to the substrate. Always maintains a nozzle angle of 70 to 90 degrees to ensure even coverage. Always test on scrap material to verify parameters before blasting the part.
Clean the Workpiece Before Blasting
Clean oil, grease, and other contaminants. Contaminants can disrupt the blasting process, penetrate the surface, and reduce the quality of the finish.
Proper Masking of Surfaces not to be Blasted
Cover threads, important tolerances, or fragile surfaces with protective tapes, rubber plugs, or purpose-made fixtures.
Gradual Approach(Avoid structural damage)
Start with low pressure and light media to test how the material responds. If deeper cleaning or more texture is required, gradually increase the process intensity.
For thinner parts that tend to deform, use low air pressure and carry out multiple blasting passes—this way, you’ll get the desired surface finish while keeping the parts from getting structurally damaged.
Inspection and Verification of the Final Finish
This has to be done after blasting, so inspect the surface under normal lighting conditions. Check for uniform texture, contamination, or embedded media with added magnification: record the settings and results to be used later in similar projects.
Conclusion
Bead blasting is an accurate, reliable, and visually appealing process used in various industries, such as aerospace and consumer goods. To achieve the best results, collaborate with professionals who are familiar with all the specifics of surface finishing. Contact HRCCNC to learn more about professional finishing services.