Skip to content
Skip to content The landscape of advanced industrial manufacturing continues to evolve at a rapid pace. Global supply chains demand faster turnaround, tighter tolerances, and scalable solutions. It also makes the choice between casting vs machining somewhat difficult.
Manufacturers are constantly weighing the trade-offs between these two foundational processes. Many high-performance parts begin with casting and end with machining. Explore the strengths, limitations, and strategic applications of casting and machining.
What is Casting?
Casting, dating back over 7000 years or so, is one of the oldest mechanical processes in practice. It’s also one of the most versatile industrial manufacturing methods.
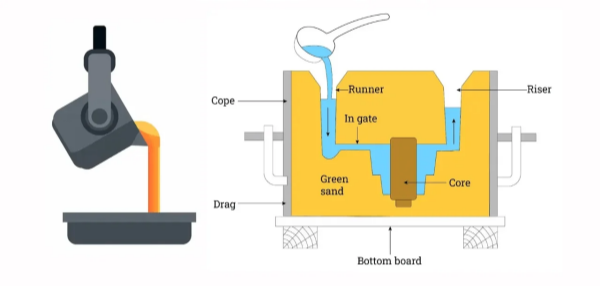
Casting involves pouring molten material (mostly metal) into a pre-shaped mold cavity. The cavity lets the metal cool down to solidify into a desired form. The object, known as a casting, can undergo finishes like grinding, polishing, or machining for further precision.
Casting lays the foundation for precision manufacturing, especially in developed industrial ecosystems. It’s the pioneer for producing parts with complex geometries, internal cavities, and large dimensions.

Standard Casting Types
Casting includes several common methods, each suited to different parts’ needs. Sand casting uses disposable sand molds and works well for large components like engine blocks due to its low tooling cost. Investment casting forms a ceramic shell around a wax pattern, making it ideal for thin-walled, high-precision parts such as turbine blades.
Die casting injects molten metal into steel molds under high pressure, which supports mass production of small and complex parts like electronics housings. Centrifugal casting relies on mold rotation to form strong cylindrical shapes and often produces pipes, rings, and bushings.
Continuous casting pours molten metal into a mold without interruption and forms long, uniform sections as the metal cools. Manufacturers commonly use this method to produce steel billets and other long metal products.
Advantages of Casting
Casting allows manufacturers to create complex shapes that machining cannot easily achieve. It supports internal cavities, curved surfaces, and integrated features in a single process. Designers also gain more freedom to add inserts or combine different materials during production.
The process works with a wide range of metals, including aluminum, magnesium, titanium, and steel. Casting also scales well, which makes it suitable for both prototypes and large production runs. Compared to machining, it often reduces tooling costs and material waste.
Casting also supports a wide size range, from very small parts to components weighing several tons. This flexibility makes it a practical choice for many industries, from automotive to heavy equipment.
Limitations of Casting
Cast parts usually need secondary machining to improve surface quality or meet tighter tolerances. Compared with CNC machining, casting delivers lower dimensional accuracy, especially for precision-critical features.
The process also carries a risk of defects such as porosity, shrinkage, or inclusions during cooling. These issues can affect strength and consistency if process control is not stable.
Mold development takes time and limits flexibility. Once manufacturers finish a mold, design changes become costly and slow, which makes casting less suitable for fast design iterations.
What is Machining?
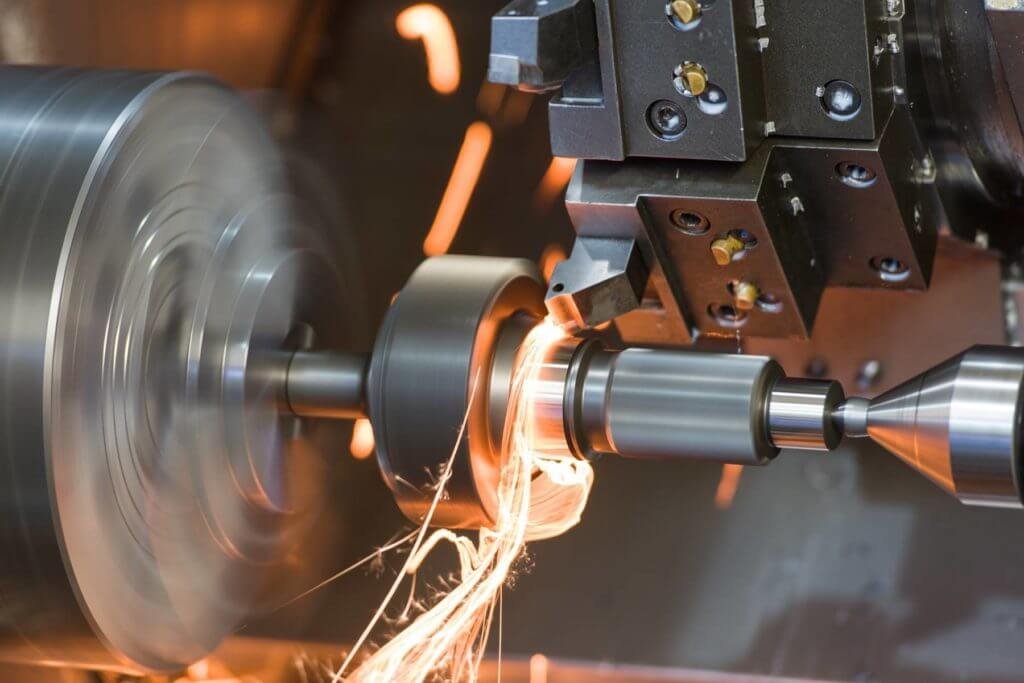
It’s a subtractive manufacturing process where material is precisely removed from a raw workpiece. And such measures achieve a desired shape, dimension, and surface finish.
Machining sculpts components by cutting away excess material using tools like drills, lathes, and mills. Modern machining is primarily powered by Computer Numerical Control (CNC) for optimal accuracy.
That’s why machining seems mandatory in precision manufacturing across many mainstream sectors. It’s highly favored to address tight tolerances and high repeatability.
Standard Machining Methods
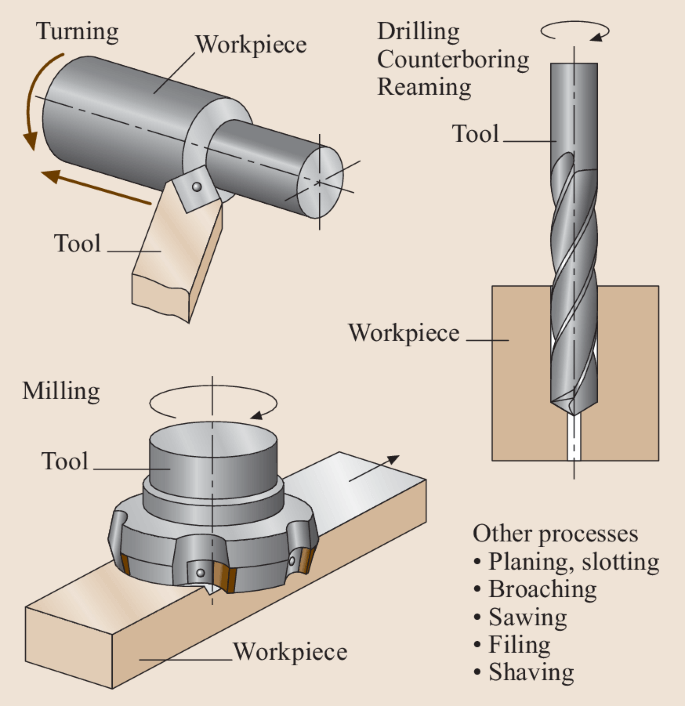
Machining includes several core processes used to remove material with cutting tools. Turning rotates the workpiece while the tool stays fixed, which suits shafts, bushings, and threaded parts. Milling uses a rotating multi-point cutter and works well for housings, brackets, and gears that require complex surfaces.
Drilling creates precise cylindrical holes and often serves plates, frames, and enclosures. Grinding removes very small amounts of material to achieve a smooth finish, making it ideal for molds, dies, and hardened parts. Sawing focuses on cutting raw material into smaller sections, especially bar stock, tubes, and sheets.
Advanced methods such as EDM and laser cutting expand machining capabilities. EDM removes material with electrical sparks and supports complex cavities in mold and aerospace parts. Laser cutting uses a focused beam to achieve clean, precise cuts in sheet metal and electronic components.
Advantages of Machining
Machining delivers high accuracy and handles tight tolerances with ease. CNC systems also provide excellent repeatability, which ensures consistent quality across multiple production runs. Processes like grinding and polishing can produce very smooth, even mirror-like surfaces.
The process supports a wide range of materials, including metals, plastics, ceramics, composites, and hardened alloys. Engineers can also modify designs quickly by updating CAD/CAM programs, which makes machining highly flexible for design changes.
Machining works especially well for custom parts, prototypes, and low-volume production. Material removal stays well controlled, and many chips can be recycled, which helps reduce waste.
Limitations of Machining
Machining often requires high upfront investment in CNC machines and tooling. The subtractive nature of the process also generates material waste, especially when removing large volumes of stock.
Tool geometry limits certain features, such as sharp internal corners or deep undercuts. Cutting tools also wear over time, which can affect accuracy and increase maintenance needs.
For large production volumes, machining usually runs slower than casting. Heat generated during cutting may also cause distortion, especially in thin-walled parts.
Casting vs Machining: Key Differences in Industrial Manufacturing
Your decision between casting and machining can impact economic and strategic points. It’s also deeply tied to the product performance.
01. Cost Considerations
Casting shines in high-volume production due to distributed tooling costs over thousands of units. For example, die casting molds can cost anywhere from $10,000 to $100,000. Once created, the per-part cost drops dramatically (below $1 for small aluminum components).
Machining incurs higher per-unit expenses against low upfront costs. Such issues come from longer cycle times and material waste. CNC machining is more economical for low-volume runs (1 – 500 units) or rapid prototyping, where flexibility and precision outweigh cost efficiency.
02. Material Flexibility
Casting accommodates a wide range of metals and alloys. Aluminum, iron, copper, and titanium can go with sand or investment casting. It’s well-suited for high-melting-point metals and complex alloy compositions.
Machining, however, works with virtually any solid material (steel, plastics, ceramics, and composites). It crafts aerospace-grade titanium, stainless steel, and medical-grade polymers that are difficult or uneconomical to cast.
03. Geometric Complexity
Casting excels at producing intricate shapes, internal cavities, and organic contours. Investment casting, for instance, can replicate turbine blade geometries with hollow cores and thin walls.
Machining is limited by tool access and cutter geometry. It can still produce sharp edges, threads, and precise holes. The process struggles with undercuts and deep internal channels without special tools.
04. Precision (Tolerance)
Machining is the undisputed leader in dimensional accuracy. It can achieve tolerances of ±0.0025 mm (±0.0001 inches) in CNC operations. Such precision is essential for aerospace, medical, and safety-critical components.
Casting, by contrast, features looser tolerances (±0.1 mm or more), depending on the method. Die and investment casting can approach tighter specs. Still, most cast parts require secondary machining to meet precision standards.
05. Lead Time
Machining offers faster setup and shorter lead times, especially for prototypes or small batches. Production can begin within hours of finalizing the CAD model without any mold fabrication.
Casting involves longer lead times due to pattern design, mold creation, and tooling setup. For die casting, such an approach stretches to weeks/months, making it less agile for rapid development.
06. Surface Finish
Machining delivers superior surface finishes (Ra 0.4 – 1.6 µm) for sealing faces, aesthetic parts, and precision fits. Grinding and polishing can further enhance finish quality.
Casting usually yields rougher surfaces, especially in sand casting (Ra 6.3 – 25 µm). Investment and die casting offer better finishes, but still may require post-processing like machining or coating.
07. Production Volume
Casting is optimized for high-volume production with permanent molds. Once tooling is in place, cycle times are fast and repeatable. It’s ideal for producing tens of thousands of identical parts.
Machining is better suited for low- to mid-volume runs, custom parts, and design iterations. The process seems less efficient for mass production due to longer cycle times and tool wear.
Casting vs Machining: Strategic Comparison
| Feature/Aspect | Casting | Machining |
| Definition | Molten metal is poured into a mold and solidified into shape | Material is removed from a solid block using cutting tools |
| Material Suitability | Best for castable metals like Al, Fe, Cu, and Mg | Works with nearly all materials, including composites + plastics |
| Precision (Tolerance) | Moderate (±0.1 mm or more) | High (±0.0025 mm or tighter) |
| Surface Finish | Rougher finish | Superior finish |
| Geometric Complexity | Excellent for complex shapes, internal cavities, and organic contours | Limited by tool access; better for external features and precision cuts |
| Lead Time | Longer due to mold development and setup | Faster setup; ideal for agile and immediate production |
| Production Volume | Best for medium to high volumes (1,000+ units) | Suited for low to mid volumes (1 – 500 units) |
| Design Flexibility | Difficult to modify once the mold is made | Easy to update the CAD/CAM files |
| Defect Risk | Prone to porosity, shrinkage, and inclusions | Fewer defects with manageable wear and thermal distortion |
| Tooling Investment | High upfront cost for mold design and fabrication | Minimal tooling; cost tied to machine time and complexity |
| Cost Efficiency | Cost-effective for high-volume production | Higher per-unit cost; ideal for low-volume or prototyping |
| Common Use Cases | Automotive engine blocks, pump housings, cookware, signage bases | Aerospace brackets, medical implants, precision gears, retail hardware |
Choose casting when you need complex shapes, high volumes, and cost efficiency. You can barely omit the option with structural components.
Stick to machining when you need tight tolerances, design flexibility, and premium surface finishes. It should suffice for functional or aesthetic parts.
Hybrid Approach: Casting with Machining
The hybrid approach combines casting and machining in a single production workflow. Manufacturers first use casting to create the main shape, then apply machining to refine critical areas. This method balances cost efficiency, design complexity, and dimensional accuracy.
Near-net shape casting forms the part close to its final geometry using sand, die, or investment casting. This step reduces raw material usage and shortens machining time. Precision machining then focuses on functional surfaces such as threads, sealing faces, and mating interfaces to achieve tight tolerances and smooth finishes.
Key Benefits of the Hybrid Approach
Hybrid manufacturing optimizes material usage by letting casting create the bulk shape and machining refine only high-precision zones. Compared to full machining, this approach can cut material waste by 30% to 50%. It also lowers overall costs, especially in large-volume production where casting spreads tooling expenses.
Combining both processes also improves time efficiency. By avoiding unnecessary machining steps, total lead time shortens, and machining time can drop by up to 35%. This streamlined workflow helps manufacturers respond faster to production demands.
The hybrid approach supports both functional and structural performance. Casting delivers initial strength and complex internal features, while machining ensures that performance-critical surfaces meet strict standards.
Real-World Applications
Many industries rely on hybrid manufacturing for complex components. In automotive production, manufacturers die-cast transmission housings and engine blocks to reduce weight and cost, then machine bearing seats and bolt patterns for accuracy.
Aerospace applications often cast brackets and internal structural parts from aluminum or titanium alloys. Machining then refines these parts to meet flight-critical tolerances. In electronics, die-cast enclosures and heat sinks gain precise openings, surface finishes, and branding through CNC machining.
Medical manufacturers also use this approach for implants and surgical tools. Investment casting creates smooth anatomical shapes, while machining ensures precise fits and compatible surface finishes.
Conclusion
Casting and machining may seem like competing processes. Nonetheless, they serve distinct roles in industrial manufacturing. Casting offers unmatched efficiency for producing complex shapes at scale. Meanwhile, machining delivers the precision and surface quality that high-performance parts demand.
Choose the Best Approach for Manufacturing with HRC
Enable the best design and execution for top-quality output for any projects from HRC. We lead the industry with practical, exact, and efficient solutions. Contact us to know more from the experts.