Skip to content
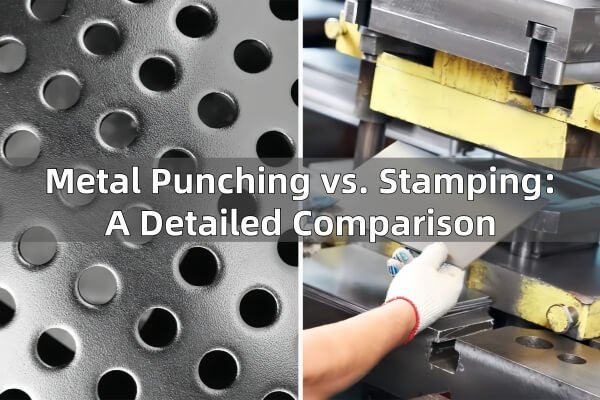
Skip to content Metal stamping and metal punching are two common sheet metal forming processes. Both use similar machines and often appear in the same production line. However, their main purposes differ.
Engineers, product designers, and purchasing teams need to understand these differences. Different processes affect manufacturing cost, production efficiency, and final part quality.
This article explains metal punching and metal stamping in detail. It covers process definitions, advantages, limitations, key differences, and industrial applications. The goal is to help you choose the most suitable manufacturing method.
Defining the Core Processes
Before comparing punching and stamping, it is important to understand how each process works. Both methods belong to sheet metal fabrication, and both use press machines with specialized tools. However, their goals are different.
Metal punching focuses on creating holes in sheet metal by removing material. Metal stamping, on the other hand, shapes metal into new forms using forming dies. Each process plays a different role in manufacturing.
What is Metal Punching?
Metal punching removes material from sheet metal. A punch tool presses through the metal sheet and cuts out a section to create holes or openings.
Manufacturers usually perform punching with CNC turret punch presses or mechanical punch presses. These machines produce a large number of repeated holes within a short time while maintaining stable accuracy.
Fast speed and high repeatability make punching ideal for parts with regular hole patterns. Examples include electrical enclosures, filter plates, and ventilation panels. Modern CNC punching machines also support complex patterns and automatic tool changes, which improve production flexibility.
This process mainly removes material. It does not significantly change the overall shape of the metal sheet.

What is Metal Stamping?
Metal stamping offers a broader forming process. Instead of only removing material, stamping shapes sheet metal into complex forms.
A press machine and a forming die bend, shape, or press flat metal sheets into three-dimensional components. The full stamping process may include blanking, bending, embossing, deep drawing, punching, trimming, and flattening.
Manufacturers widely use custom metal stamping in automotive panels, appliance housings, and electronic components.
After the die design is complete, the stamping line can run at a very high speed. A production line may produce thousands of parts per hour while maintaining consistent quality.

Why These Two Processes Are Often Confused?
From a technical perspective, punching is part of the stamping process family. Both methods use press machines, punches, and dies. Both also work with sheet metals such as steel, aluminum, copper, and brass.
Because the equipment and operation look similar, people often use the terms punching and stamping interchangeably.
However, their manufacturing goals differ.
Punching creates holes or openings in sheet metal.
Stamping forms sheet metal into complex three-dimensional parts.
In many production lines, pressing and punching operations occur in the same progressive die system. A single tool may punch holes, trim edges, bend the sheet, and form the final geometry.
Advantages & Limitations
Every manufacturing process comes with strengths and limitations. Engineers usually evaluate production volume, tooling investment, part complexity, and lead time before selecting a process.
Understanding these factors helps determine whether metal stamping service providers or sheet metal punching services offer the better solution.
Pros and Cons of Metal Stamping
Metal stamping offers clear advantages in mass production.
First, stamping can produce complex parts with stable dimensions. Engineers design special dies to create bends, ribs, raised features, and other structures.
Second, stamping supports large production volumes. Once the die is ready, the press machine can run continuously while maintaining consistent quality.
However, stamping also has limitations. Tooling cost is relatively high. Progressive dies require precise design and manufacturing, which increases initial investment. Tool development also requires a longer lead time.
Because of these factors, stamping metal processes become more economical for high-volume production. Small batch orders or products that change design frequently may not fit this process well.
Pros and Cons of Metal Punching
Metal punching uses simpler equipment and processes compared with stamping.
Punching machines create holes quickly without complex forming dies. Tooling cost stays lower, and production preparation takes less time.
These features make punching a practical and cost-effective choice for a range of manufacturing scenarios, including prototype production, small batch manufacturing, medium volume orders, and the fabrication of sheet metal parts that require numerous holes.
Despite these advantages, punching also has limitations. Since the process mainly removes material, it cannot directly produce complex three-dimensional shapes. Parts that require bending, drawing, or forming often need additional processes.
Hole edges may also develop burrs after punching. Parts that require high surface quality usually need deburring or secondary finishing.
8 Key Differences Between Metal Punching and Stamping
Metal punching and metal stamping both play important roles in sheet metal fabrication, yet they serve different manufacturing goals. Many manufacturers use these terms together because the processes rely on similar presses and tooling.
Punching focuses on removing material to create holes or cutouts in sheet metal. Companies often use sheet metal punching when parts require precise hole patterns. Metal stamping covers a broader range of operations and can cut, bend, and form metal into complex shapes.
The following sections compare metal punching and metal stamping across several key aspects to explain how the two processes differ in real production.
Process & Mechanism Difference
Metal punching focuses on cutting and removing material. A punch tool moves against a die and separates a small section of the sheet metal. This action creates holes, slots, or outer profiles in the sheet.
The process mainly cuts through the material. It does not significantly change the overall shape of the sheet.
Metal stamping focuses on pressure forming. A die applies force to the sheet metal and causes plastic deformation. Instead of removing material, the process reshapes the metal.
Manufacturers use stamping to form bends, drawn shapes, ribs, and three-dimensional shells. This process transforms flat sheet metal into complex parts.
Part Complexity
Metal punching mainly handles two-dimensional features. The process works well for holes, notches, slots, and blanking shapes. Most punched parts keep a flat structure.
This method cannot easily create deep forms, bends, or stretched shapes. Parts with simple structures and many holes often use punching.
Metal stamping supports multi-step forming. A stamping die can integrate bending, drawing, embossing, flanging, and forming operations.
This capability allows manufacturers to produce complex curved surfaces, multi-angle bends, and deep cavities. Stamping suits products with complicated geometry and multiple functional features.
Lead Time
Punching tools usually have a simple structure. Many jobs use single-operation dies or standard punch tools.
Setup and adjustment require less time. Tool changes also happen quickly. These advantages make punching suitable for small batch production and multiple product types.
Stamping dies often use progressive or compound designs. These tools require multi-station layouts, precision machining, and repeated testing.
Tool development therefore takes longer. After engineers finish the setup, the production line can run at a very high speed.
Material Utilization
Punching removes material during the cutting process. Each operation generates scrap, such as slugs or leftover edges.
These materials cannot return directly to the production process. As a result, the overall material utilization remains lower.
Stamping mainly relies on plastic deformation. Most operations reshape the metal without cutting away large sections.
Only a few blanking steps produce waste material. This approach improves material utilization and offers cost advantages in large-scale production.
Tolerance Capability
Punching can achieve high precision in hole diameter, hole position coordinates, and outer contour, exhibiting strong stability, making it particularly suitable for parts with strict requirements for hole position accuracy.
Stamping, relying on high-rigidity equipment and precision molds, maintains excellent consistency in overall dimensions, shape and position tolerances, bending angles, and drawing heights.
In mass production, tolerance fluctuations are smaller, resulting in superior overall dimensional stability.
Surface Finish & Quality
Punching creates a shear surface when the punch cuts through the metal. The edge of the hole may develop burrs, small fractures, or slight deformation.
Manufacturers often perform deburring or polishing to meet appearance or assembly requirements.
Stamping mainly forms the metal instead of cutting it. The surface often remains smoother and more uniform. Controlled deformation helps maintain a clean appearance.
Deep drawing or sharp corners may create small press marks or thinning areas. Engineers can improve these areas through die polishing and process optimization.
Cost per Part at Scale
Punching requires lower tooling investment. The tool structure remains simple, and tool changes occur quickly.
This advantage lowers the cost per part in small batch production or projects with many product variations.
Stamping requires a higher investment at the early stage. Tooling design, machining, and setup all increase initial cost.
Large-scale production quickly spreads this investment across many parts. Higher production volume usually leads to a much lower cost per part.
Typical Industrial Applications
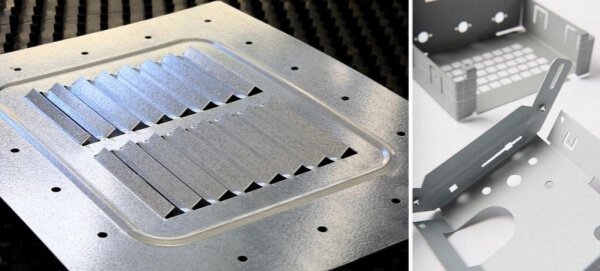
Punching often produces parts that require many holes or slots. Common examples include hardware brackets, mounting plates, filter screens, ventilation panels, equipment housings, and positioning holes for fasteners.
Stamping works better for parts with complex structures and high strength requirements.
Many industries rely on stamping for automotive body parts, home appliance housings, electronic connectors, motor shells, aerospace structures, and precision medical components.
Industrial Applications: When to Choose Each Process
Different industries rely on punching and stamping for different types of products. Some parts require simple hole patterns, while others need complex shapes and structural features.
Manufacturers choose punching when the design mainly requires repeated holes in flat metal sheets. Stamping becomes more suitable when the part needs bending, forming, or deep drawing.
Understanding real industrial applications helps engineers determine which process fits their product design and production goals.
Applications of Metal Punching
Metal punching appears frequently in sheet metal fabrication industries. The process works especially well for repeated hole patterns or decorative perforation designs in small to medium production volumes.
It provides an efficient solution when a large sheet requires evenly distributed holes.
And it is widely used for HVAC ventilation panels, electrical control cabinet panels, architectural perforated panels, and various equipment mounting plates across industrial and construction applications.
Applications of Metal Stamping
Manufacturers usually select stamping when a part requires multiple forming operations or complex geometry.
Stamping dies can integrate several operations into one tool, making precision metal stamping highly efficient for large-scale industrial manufacturing.
Typical applications include automotive body and structural parts, electronic connectors and contact components, home appliance housings and internal structures, as well as key components used in consumer electronics products.
Hybrid Manufacturing: Combining Punching and Stamping
Modern manufacturing often combines punching and stamping in the same die system.
For example, a progressive die may perform punching, trimming, bending, and final forming in sequence.
This integrated approach increases production efficiency, reduces part handling, lowers manufacturing cost, and improves dimensional accuracy. It also reduces the need for secondary processing.
FAQs
- What is the main difference between metal punching and metal stamping?
The main difference lies in the manufacturing objective.
Metal punching removes material to create holes or openings in sheet metal.
Metal stamping reshapes sheet metal into complex parts through forming operations such as bending, embossing, and drawing.
In simple terms, punching removes material while stamping changes the shape of the material.
- Is metal punching part of the metal stamping process?
Yes. From a technical perspective, metal punching is one operation within the broader metal stamping process.
Many progressive die systems include punching steps that create holes before the final forming stage.
- Which process is better for high-volume production?
Metal stamping usually works better for large-scale manufacturing. Once the tooling is ready, stamping presses can produce thousands of parts per hour with consistent accuracy.
Punching can also support batch production, but manufacturers often use it for simpler sheet metal components.
- What materials can these processes handle?
Both processes can work with many sheet metal materials, including stainless steel, aluminum, carbon steel, copper, and brass.
Material selection depends on product requirements such as strength, corrosion resistance, and cost.
- Can punching and stamping be combined in one process?
Yes. Many modern progressive dies combine punching, blanking, bending, and forming into one continuous process. This approach improves efficiency and precision. - How should manufacturers choose between punching and stamping?
Several factors influence the decision, such as part complexity, production volume, tooling budget, and delivery schedule.
Parts that mainly contain hole patterns usually work well with punching. Components with bends or formed features typically require metal stamping.
How HRCCNC Can Help in Sheet Metal Fabrication
Working with sheet metal requires reliable manufacturing support and strong technical experience. At HRCCNC, our team helps customers turn product ideas into high-quality metal parts with stable precision.
Our engineers review every design carefully before production begins. This process helps identify potential manufacturing issues and ensures the part design fits efficient production methods. We support a wide range of sheet metal fabrication processes, including laser cutting, punching, bending, stamping, welding, and assembly.
HRCCNC works with many common sheet metal materials such as stainless steel, aluminum, carbon steel, copper, and brass. Whether you need a prototype, small batch production, or large volume manufacturing, our team can provide practical solutions based on your project requirements.
Fast communication and reliable production remain our core focus. Once we confirm the design details, we move quickly to arrange manufacturing and keep your project on schedule.
Get a Quote for Your Sheet Metal Project
If you are developing a sheet metal product and need reliable manufacturing support, HRCCNC is ready to help. Send us your drawings or CAD files, and our engineering team will review the project and provide a fast quotation. Our goal is to deliver accurate parts, stable quality, and efficient production for every project.