Skip to content
Skip to content Every cut, pass, and movement throughout manufacturing must remove material at the perfect rate. That’s where MRR, or specifically, Milling Rate or Material Removal Rate, can lend a massive hand.
MRR is a performance indicator to know how effectively the machinery is working. Understanding it means you can approach the most suitable machining operations for your needs.
The MRR Calculator turns complex formulas into actionable insights, saving your production time. Let’s break down the fundamentals of MRR in modern manufacturing with its appropriate calculation.
What is Metal Removal Rate (MRR)?
Metal Removal Rate (MRR) is the measure of how much material is cut away from a workpiece per unit of time. It also goes by Material Removal Rate.
More specifically, MRR is defined as the volume of material removed from a workpiece per unit time during CNC precision machining (milling, turning, drilling, or grinding).
Metal/material removal rate is mainly represented by the symbol Q. In simple terms, MRR quantifies how fast a machine tool can cut away material.
Unit of Measurement
- Metric Units: cubic centimeters per minute (cm³/min)
- Imperial Units: cubic inches per minute (in³/min)
Example: A milling machine removes 50 cm³ of steel in one minute. Therefore, the MRR is 50 cm³/min.
A higher MRR gets priority in the mass production of engine blocks. A lower MRR gets chosen for medical devices. Modern CNC machinery integrates AI-driven optimization into MRR calculators.
Importance of Material Removal Rate
MRR has been one of the most critical performance indicators in modern metal processing. It directly impacts productivity, cost efficiency, tool life, and product quality.
● Productivity Enhancement
Higher MRR means faster production. An increased MRR reduces cycle time, letting manufacturers produce more components in less time.
Optimizing MRR across high-volume industries like automotive can improve output by 15% – 25%, significantly boosting profitability.
● Cost Efficiency
Reduced Machining Costs: Machining costs are closely tied to time. Therefore, higher MRR lowers per-part production costs.
Energy Savings: Efficient material removal reduces unnecessary energy consumption. It directly aligns with sustainability goals.
● Surface Quality and Dimensional Precision
Trade-Offs: A higher MRR can compromise the surface finish and the dimensional accuracy upon improper controls.
Optimized Approach: Precision industries (medical devices, aerospace) use moderate MRR to ensure acceptable tolerances and smooth finishes.
● Tool Life for Maintenance
Balanced MRR Extends Tool Life: Excessive removal rates accelerate tool wear due to heat and cutting forces.
Smart Factories: Modern CNC machines use AI MRR calculators to adjust cutting parameters to protect tools.
● Global Competitiveness
Benchmark for Efficiency: MRR is a universal metric across CNC machining industries. It’s a key benchmark for comparing productivity worldwide.
Industry Adoption: European aerospace firms integrate MRR optimization into digital twins and simulation models. It helps predict machining outcomes before production.
Sustainability Impact: Optimized MRR reduces waste material and energy consumption. It effectively suffices for global green manufacturing initiatives.
Relationship Between MRR and Machining Efficiency
The relationship between MRR and machining efficiency is direct but complex. Higher MRR may boost productivity, erroneous balance can lead to tool wear, poor surface finish, and increased costs.
MRR as a Measure of Efficiency
MRR quantifies a material’s removal per unit time. Machining efficiency reflects the effective conversion of machine power and cutting parameters into productive output.
Direct Connection: A higher MRR indicates greater efficiency because more material is removed in less time. It also reduces the cycle times and increases throughput.
Trade-Offs in Efficiency
- Surface Quality vs Speed: Increasing MRR can compromise surface finish, accelerate tool wear, and even increase cycle times due to rework.
- Heat and Tool Wear: Excessive MRR generates high cutting forces and heat. It leads to tool degradation and reduced efficiency in the long run.
MRR Formula for Different Processes
The MRR formula varies across machining processes. Nonetheless, it represents the volume of material removed per unit time.
01. Turning
MRR = f x d x V
Here, f = feed rate (mm/rev), d = depth of cut (mm), and V = cutting speed (mm/min)
MRR depends on the chip cross-sectional area and cutting speed in turning.
Example: Feed = 0.3 mm/rev, depth = 2 mm, and cutting speed = 300 mm/min. MRR = 180 mm³/min.
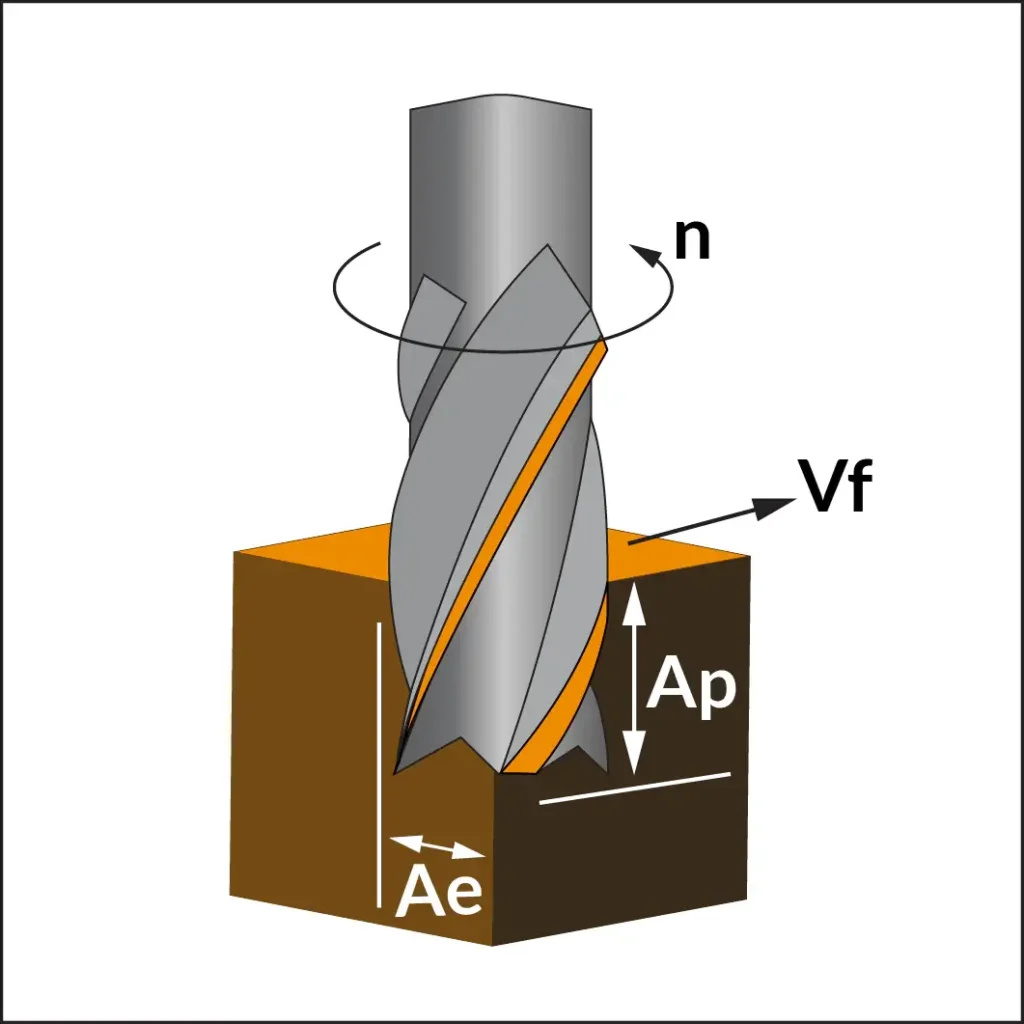
02. Milling
MRR = Ap x Ae x Vf
Here, Ap = axial depth of cut (mm), Ae = radial depth of cut (mm), and Vf = feed rate (mm/min)
Milling MRR is essentially the product of the cut area and feed rate.
Example: Ap = 3 mm, Ae = 100 mm, and Vf = 200 mm/min. MRR = 60,000 mm³/min.
03. Drilling
MRR = D2 x f x N
Here, D = drill diameter (mm), f = feed per revolution (mm/rev), and N = spindle speed (rev/min).
Drilling MRR depends on the volume of the cylindrical material removed per unit time.
Example: D = 10 mm, f = 0.2 mm/rev, and N = 1000 rev/min. MRR ≈ 15,700 mm³/min.
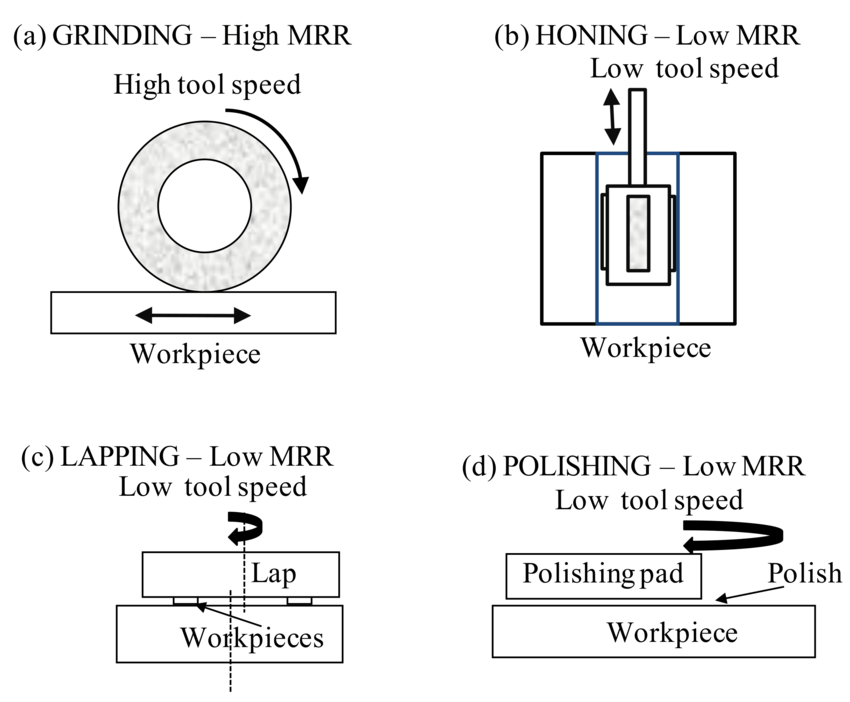
04. Grinding
MRR (Approximate) = Vc x d x w
Here, Vc = cutting speed (mm/min), d = depth of cut (mm), and w = width of cut (mm).
Grinding MRR is much lower by default than milling or turning due to fine tolerances.
For precision grinding of medical implants, MRR may be as low as 50 – 200 mm³/min.
05. Electrical Discharge Machining (EDM)
MRR = W / t
Here, W = weight of material removed (mg) and t = machining time (min).
EDM MRR depends on spark energy, pulse duration, and frequency than on mechanical parameters.
Example: In an aerospace turbine blade, EDM achieves MRR values around 2 – 10 mm³/min.
Factors Affecting MRR
a) Cutting Speed
It’s the velocity at which the cutting tool engages the workpiece. Higher cutting speeds increase MRR, but excessive speeds generate heat. It leads to tool wear and poor surface finish.
b) Feed Rate
It’s the distance at which the tool advances per revolution or per minute. Higher feed rates increase MRR linearly. However, too high a feed can cause chatter and dimensional inaccuracies.
c) Depth of Cut
It’s the thickness of material removed in one pass. Increasing the depth of cut directly increases MRR and also reduces cutting forces and power consumption.
d) Tool Material
The composition of the cutting tool (HSS, carbide, ceramic, CBN) is equally crucial. Harder tool materials allow higher cutting speeds and depths, increasing MRR.
e) Material Hardness
Harder materials reduce achievable MRR due to higher cutting resistance. Machining aluminum allows very high MRR, while hardened steels require slower rates to avoid tool failure.
f) Coolant/Lubrication
It’s the fluid used to reduce heat and friction during machining. Proper coolant application increases tool life and allows higher cutting speeds, indirectly boosting MRR.
g) Machine Power
The strength and the horsepower of the machine tool are also significant. Machines with higher rigidity and power can sustain larger depths of cut and higher feed rates.
h) Tool Geometry
The shape and angles of the tool (rake/clearance angle, nose radius) are always critical. Optimized geometry reduces cutting forces, improves chip flow, and increases achievable MRR.
Techniques to Improve MRR
i. Optimize Cutting Parameters
Adjust cutting speed, feed rate, and depth of cut to maximize efficiency. Proper optimization can increase MRR by 15% – 25% without sacrificing tool life.
ii. Advanced Tool Materials
Use tools made of carbide, ceramic, CBN (Cubic Boron Nitride), or diamond. Carbide tools can achieve 30% – 50% higher MRR compared to HSS tools in steel machining.
iii. High-Speed Machining (HSM)
Machining at very high spindle speeds and feed rates enables lighter depths of cut. HSM increases MRR while maintaining surface quality in softer metals like aluminum.
iv. Adaptive Control Systems
CNC systems automatically adjust cutting parameters in real time based on sensor feedback. Adaptive control can increase MRR by 10% – 20% while extending tool life.
v. Tool Path Optimization (CAM)
Use Computer-Aided Manufacturing (CAM) software to design efficient tool paths. Optimized tool paths reduce idle movements, improve chip evacuation, and increase MRR.
vi. Multi-Tool Machining
Implement multiple tools simultaneously or sequentially for a faster removal. Multi-tool setups can double or triple MRR in mass production.
vii. Hybrid Processes (Laser + EDM)
Combine processes like Laser-Assisted Machining or Laser + EDM for hard-to-machine materials. It can improve MRR in superalloys and ceramics.
Real-World Applications of MRR
- Automotive Industry: Engine blocks, crankshafts, and transmission parts are machined at high MRR to reduce cycle times.
- Aerospace Industry: Machining of titanium alloys, nickel-based superalloys, and composite materials for turbine blades, fuselage parts, and landing gear.
- Medical Devices: Precision machining of implants, surgical instruments, and prosthetics.
- Oil and Gas Industry: Deep-hole drilling for pipelines and exploration equipment.
- Precision Manufacturing and Electronics: Micro-machining of semiconductor components, circuit boards, and precision molds.
Common Mistakes During MRR Optimization
a) Overemphasis on High MRR
Don’t assume that higher MRR always equals better productivity. Pushing MRR too high can increase rework rates by 10% – 15%, offsetting productivity gains.
b) Ignoring Surface Quality
Never focus solely on removal speed while neglecting finish requirements. Poor surface finish requires secondary operations, increasing cycle time.
c) Improper Cutting Parameters
Using incorrect feed rates, cutting speeds, or depth of cut eventually leads to chatter, dimensional inaccuracies, and tool overload.
d) Neglecting Tool Material
Skip using inappropriate tool materials (HSS instead of carbide for hard alloys). It limits achievable MRR and shortens tool life.
e) Inadequate Coolant/Lubrication
Not applying coolant correctly or using outdated systems is a poor mistake. Excessive heat reduces tool life and lowers effective MRR.
f) Neglecting Sustainability
Maximizing MRR without considering energy consumption doesn’t yield a good outcome. Your production becomes busted with higher costs and environmental impact.
Conclusion
Efficiency lives on top with material machining to define the process’s success. And the right MRR empowers manufacturers to understand the science of productivity. Use calculators to simplify complex decisions. It should help you find the balance between speed, precision, tool life, and sustainability.
Optimal Metal Machining with Precise MRR at HRC
Our commitment to precision metal engineering lies in the best approach and technology. HRCCNC, for 17+ years, guarantees satisfaction with maximum accuracy. Contact us for consultation on your projects.