Skip to content
Skip to content Even the slightest alteration in the surface finish specs can turn your high-end CNC parts worthless. Precision machining of parts to the exact dimension can’t fit the assembly due to distorted surfaces.
Surface roughness or finish, however you put it, is a critical factor in product performance. A poor finish leads to more problems with the affected components that they solve.
Such issues hamper B2B relationships via warranty claims, production delays, and reputational damage. Explore the fundamentals of surface finish and roughness, and their differences in production.
Why is Surface Finish So Important in Manufacturing?
The finishing of any CNC-machined part’s exterior exerts direct impacts on the overall performance. Poor or compromised surface quality means CNC manufacturers investigate the causes extensively.
● Minimizing Friction/Part Wear
A smoother surface reduces friction between parts. Improper finish in automotive engines can increase fuel consumption due to higher friction. Orthopedic implants need precise finishes to avoid tissue irritation. Rough surfaces also increase wear debris, leading to rejection.
● Safety + Compliance
Aircraft turbine blades demand extremely fine finishes. Even minor irregularities can cause turbulence, reducing efficiency and risking safety. Aerospace standards require finishes below 0.4 µm Ra (average roughness). Surface finish even regulates conductivity and heat dissipation in semiconductors.
● Corrosion Resistance
Proper surface finishing (like coatings or polishing) can reduce corrosion-related losses by a fine margin. Ship propellers and offshore equipment depend on smooth exterior finishes to resist heavy saltwater corrosion. It effectively extends the operational life with other factors in favor.
● Customer Perception
Surface finish directly influences perceived quality in consumer electronics. Apple Inc. invests heavily in anodized aluminum finishes to signal premium craftsmanship. Consistent surface quality gets mentioned as a deciding factor across many B2B contracts regarding custom parts manufacturing.
Precision machining of custom metal part manufacturing frequently demands finishes below 1 µm Ra. Smoother finishes in rotating machinery can help reduce energy consumption. Manufacturers investing in advanced finishing (laser, EDM) can guarantee longer product lifespans.
Surface Finish and Surface Roughness: An Overview
Surface finish and/or surface roughness describe the microscopic texture of a precision-machined surface. It actively drives how a part performs, wears, and interacts with other components.
What is Surface Finish?
Surface finish (or surface texture) indicates the overall condition of a metal/material surface. It includes everything involved in describing a surface.
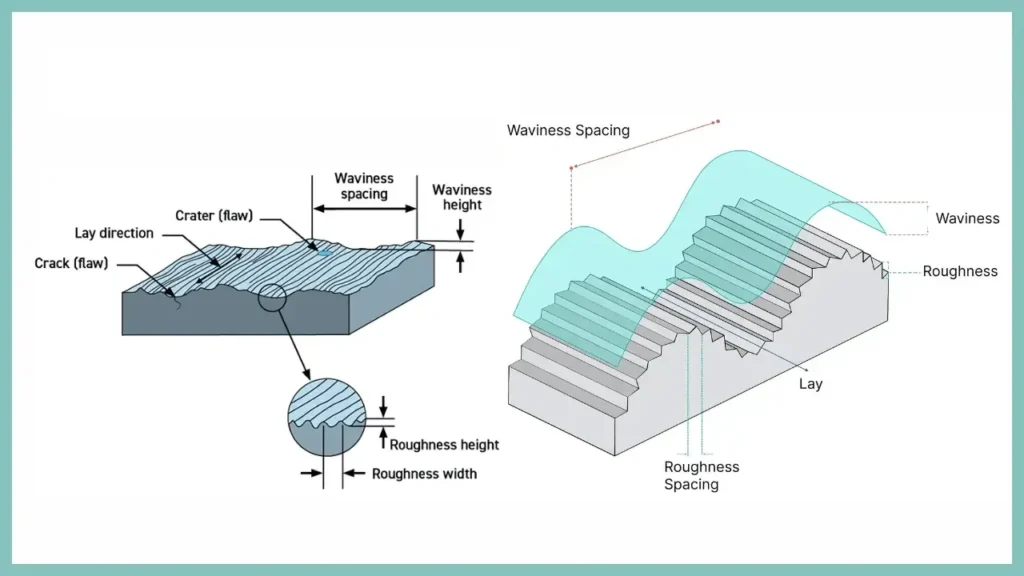
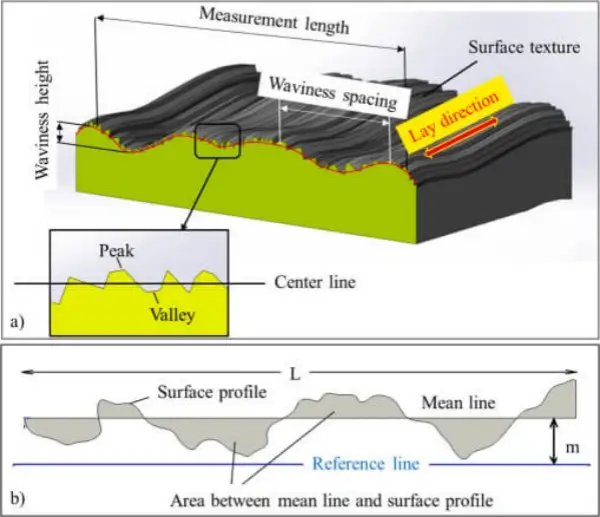
Surface finish includes roughness, waviness, and lay (the direction of tool marks). It’s the end result of machining, polishing, coating, or other processes.
Measurement: Expressed in micrometers (µm) through parameters like Ra (average roughness), Rz (mean peak-to-valley height), and Rt (total height of profile).
Several factors drive the professional decision on the finishing preference. Material properties (steel or aluminum) comes first. Then, engineers take the manufacturing method (machining, casting, grinding, polishing) into account. Even the post-processing (coatings, anodizing, chemical treatments) is also vital.
What is Surface Roughness?
Surface roughness is the quantitative measurement of small-scale irregularities on a surface. The surface (of which the roughness is to be measured) gets compared to an ideally smooth plane.
More importantly, surface roughness is a subset of surface finish as defined in the previous section. Roughness specifically measures the fine deviations on the outer layer of a material. It affects the parts’ friction, wear, sealing, and corrosion resistance.
Summary Comparison: Surface Finish vs Surface Roughness
| Feature/Aspect | Surface Finish | Surface Roughness |
| Definition/Scope | Overall texture (roughness, waviness, lay) | Fine irregularities compared to the smooth plane |
| Measurement | Ra, Rz, Rt + waviness and lay | Primarily Ra, Rz |
| Applicability | Aesthetic, functional, sealing, and wear resistance | Frictional loss, wear resistance, corrosion resistance |
| Industry Impact | Aerospace, medical, automotive, electronics | Precision machining, sealing, and lubrication |
Different Types of Surface Finishes
Surface finishes vary widely across industries, from mirror-polished components to bead-blasted parts. Each type serves a distinct functional or aesthetic purpose.
1. Mirror Finish (Polished)
Fine polishing or buffing produces a highly reflective surface. Manufacturers opt for mirror polish for aerospace turbine blades, surgical instruments, and luxury automotive parts.
2. Brushed Finish
Brushing the surface with abrasive belts or pads creates a linear texture. It’s preferred for stainless steel appliances, architectural panels, and automotive interiors.
3. Matte Finish
Non-reflective + smooth but subdued in consumer electronics, industrial equipment, and furniture. Smartphone makers use matte finishes to reduce fingerprint visibility and glare.
4. Glossy Finish
Polishing or coating creates a smooth + reflective surface. It gets to automotive paint, decorative plastics, and consumer goods. Glossy finishes are paired with protective coatings to resist scratches.
5. Satin Finish
It falls within matte and glossy, featuring a soft sheen. Applications include faucets, jewelry, and decorative hardware. Satin nickel finishes dominate the North American home hardware.
6. Textured Finish
Deliberate patterns or irregularities for grip or design. You’ll find them in automotive dashboards, industrial tools, and packaging. Textured finishes improve ergonomics by reducing slippage.
7. Bead-Blasted / Sandblasted Finish
Blasting the surface with fine beads or sand creates the finish with a uniform matte texture. Aerospace components, medical devices, and consumer electronics have such a finish.
8. Oxidized / Patina Finish
Chemical treatment alters surface color and texture. It’s better suited to architectural metals, jewelry, and cultural artifacts. European copper roofs develop a green patina over decades.
Specialized Finish
Manufacturers go for some specialized coatings for electronics and PCBs (printed circuit boards). Such finishes go beyond standard mechanical finishes. For example –
Hot Air Solder Leveling (HASL) is common in PCB manufacturing for solderability. Electroless Nickel Immersion Gold (ENIG) provides corrosion resistance and conductivity.
Eco-friendly Organic Solderability Preservative (OSP) is widely executed in Asia. ENEPIG (Electroless Nickel Electroless Palladium Immersion Gold) for aerospace and defense.
Summary Comparison: Different Surface Finishes
| Surface Finish | Appearance | Application | Example |
| Mirror | Highly reflective | Aerospace, medical, luxury | Surgical implants |
| Brushed | Linear texture | Appliances, electronics | Stainless steel laptops |
| Matte | Non-reflective | Smartphones, furniture | Anti-glare phone casings |
| Satin | Soft sheen | Hardware, jewelry | Satin nickel faucets |
| Textured | Patterned | Tools, dashboards | Ergonomic grips |
| Bead-Blasted | Uniform matte | Aerospace, electronics | MacBook casings |
| Glossy | Shiny, reflective | Automotive, plastics | Car paint finishes |
| Oxidized/Patina | Colored, aged look | Architecture, jewelry | Copper roofs in Europe |
Surface Roughness Parameters Explained
Manufacturers, designers, and clients use several parameters to define surface roughness. Ra, Rz, and Rt are the topmost metrics to quantify the microscopic texture of a surface.
a. Ra – Arithmetic Average Roughness
It’s the average of all height deviations from a central line over a measured length. Ra is the most common parameter in drawings and ISO. However, Ra doesn’t distinguish between sharp peaks and deep valleys. Therefore, you may miss out on critical defects.
b. Rz – Mean Peak-to-Valley Height
It’s the average difference between the highest peak and the lowest valley across several sampling lengths. Rz, being more sensitive than Ra, is favored across Europe and Asia for quality control. Aerospace turbine blades require Rz < 3–5 µm to minimize turbulence.
c. Rt – Total Height of Profile
It’s the vertical distance between the highest peak and the lowest valley in the entire measurement length. Rt specifically highlights the extreme defects that Ra and Rz may miss. High Rt values in medical implants indicate sharp irregularities that may cause irritation.
d. Other Parameters
Rq (RMS Roughness) is the root mean square of deviations for statistical analysis. Rp (Maximum Peak Height) identifies the tallest peak for sealing. Wa (Waviness Average) measures larger-scale undulations in optics and precision CNC machining.
Real-Time Applications of Roughness Parameters
Reduce friction for improved fuel efficiency for automotive (Ra <0.8 µm) parts. (Rz <3–5 µm) enables aerodynamic efficiency in aerospace for a reduction in fuel costs.
Prevent rejection of medical (Rt <10 µm) devices with improved biocompatibility. Electronics (Ra + Rq <0.5 µm) incorporate conductivity without overheating. Prevent leakage in valves/seals for oil and Gas (Rp + Rt = Tight tolerances).
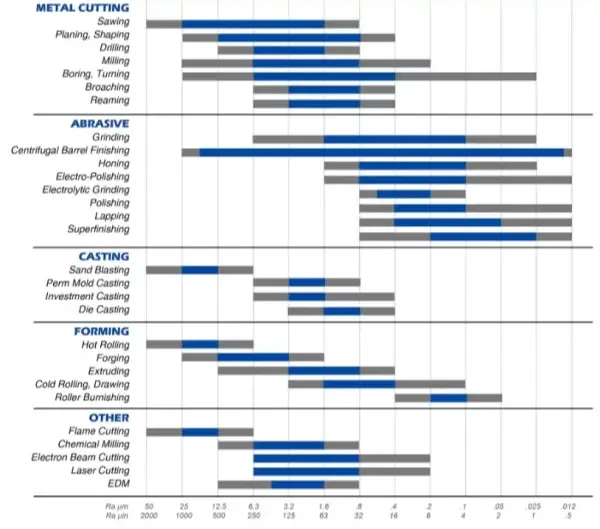
Differences in Surface Roughness Values by Process
Surface roughness can’t maintain uniformity across different manufacturing methods. Each process leaves behind a distinct texture to alter the friction, wear, sealing, and aesthetics.
Table: Standard Roughness Values by Manufacturing Process
| Method | Standard Ra Value (µm) | Notes | Applications |
| Casting | 3.2 – 25 | Coarse finish (machining needed for precision) | Automotive engine blocks, pump housings |
| Milling | 0.8 – 6.3 | Finish depends on tool sharpness and feed rate | Aerospace components, automotive parts |
| Turning (Lathe) | 0.4 – 6.3 | Concentric tool marks (smoother with fine feeds) | Shafts, fasteners, industrial parts |
| Grinding | 0.1 – 1.6 | High accuracy and fine finishes | Bearings, precision gears |
| Honing | 0.05 – 0.4 | Cross-hatch patterns for lubrication retention | Hydraulic cylinders, engine liners |
| Lapping | 0.01 – 0.1 | Ultra-smooth finish in optics and electronics | Optical lenses, semiconductor wafers |
| Polishing / Buffing | 0.01 – 0.2 | Mirror-like finish for aesthetics and hygiene | Surgical instruments, luxury goods |
| EDM (Electrical Discharge Machining) | 1.6 – 6.3 | Surface depends on spark energy; finer with finishing passes | Aerospace molds, medical implants |
| Additive Manufacturing (3D Printing) | 5 – 20 | Rougher finish; needs post-processing (machining, polishing) | Prototypes, aerospace brackets |
Surface roughness values are standardized under ISO 4287 for consistency across industries. 3D-printed parts frequently require secondary finishing, increasing the production costs.
Key Factors Affecting Surface Finish / Roughness
Multiple factors take part in altering surface finish/roughness in real-time applications. That’s why high-end industries like aerospace, automotive, and medical invest heavily in controlling those factors.
01. Machining Parameters
Cutting speed, feed rate, and depth of cut are the top factors. Higher feed rates increase roughness. In contrast, optimized cutting speeds reduce it. Advanced CNC paths (trochoidal milling) produce smoother finishes compared to conventional CNC machining passes.
02. Tool Condition
Tool sharpness plays a massive role. A worn tool with random or consistent dullness increases surface irregularities. The details of tool geometry (nose radius + rake angle) affects finish. Larger nose radii can yield smoother surfaces.
03. Material Properties
Softer materials (aluminum and plastics) may smear due to the microstructure. But harder materials (titanium, hardened steel) resist cutting to affect the finish. Fiber pull-out in composites increases roughness significantly. Machining such materials with precision calls for specialized tooling.
04. Machining Condition
Excessive machine vibrations cause chatter marks to worsen the finish. Proper cooling with the right lubricating coolant reduces thermal distortion to improve finishes.
05. Post-Processing Techniques
Manufacturers deploy one of more from grinding, honing, lapping, and polishing. The progressive implementation of each method improves finish. Electroplating, anodizing, or chemical polishing push corrosion resistance.
Applications of Surface Finish
Automotive engine components, transmission parts, cylinder liners, and sealing surfaces must have a well-defined finish. Honed cylinder liners (Ra 0.2 – 0.4 µm) retain oil films, reducing wear. Automotive OEMs report that optimized finishes extend engine life by up to 30%.
Turbine blades, fuselage panels, and hydraulic systems in aviation requires precise finish. Ultra-smooth finishes (Ra <0.4 µm) minimize turbulence and drag. Hydraulic seals require perfection to avoid leakage. According to ResearchGate, a 2% – 3% reduction in aerodynamic efficiency costs millions of dollars in fuel.
Medical devices like orthopedic implants, surgical instruments, and dental tools must possess a good finish. Polished surfaces (Ra 0.05 – 0.2 µm) reduce wear debris. Smooth finishes prevent bacterial adhesion, reducing infection risks. Revision surgeries due to implant wear cost billions.
Microchips, circuit boards, connectors, and heat sinks heavily depend on surface finishes. Ultra-polished wafers (Ra <0.01 µm) ensure further conductivity and heat dissipation. The global PCB surface finish market is projected to exceed $15 billion by 2030.
Designers extensively invest in finishes for valves, pipelines, and sealing. Smooth finishes ensure tight seals, preventing leakage. Rough surfaces accelerate corrosion in harsh environments. Proper finishing reduces corrosion-related losses by 15% – 35%.
Appliances, decorative metals, furniture, and building facades must have a perfect finish. Brushed, satin, or matte finishes enhance aesthetics and customer perception. According to ResearchGate, consumer surveys show 70% of buyers associate surface finish with product quality.
Conclusion
Surface finish more like delivers the first impression with a flawless exterior. On that note, surface roughness, being within surface texture, is the determinant of performance for safety and trust. In the end, the quality of a surface defines a product and builds the credibility of the manufacturer. Not many brands are into advanced finishing with exact measurement based on global standards. But when you hit the jackpot, you can expect smooth operations and a sharper competitive edge.
Top-Quality Surface Finish for Custom Metal/Plastic Parts at HRCCNC
HRCCNC specializes in offering the best surface finish for your material and project specifications. We have several surface finishing techniques in compliance with ISO guidelines. Our 18 years of experience in CNC machining guarantee the best outcome for every part.
FAQs
1. What is surface finish in manufacturing?
2. What is surface roughness?
3. How is surface roughness measured?
4. What are surface finish symbols in engineering drawings?
5. What are advanced surface finishing techniques?
6. What is the difference between functional and aesthetic finishes?
7. What global standards govern surface finish?
Even the slightest alteration in the surface finish specs can turn your high-end CNC parts worthless. Precision machining of parts to the exact dimension can’t fit the assembly due to distorted surfaces.
Surface roughness or finish, however you put it, is a critical factor in product performance. A poor finish leads to more problems with the affected components that they solve.
Such issues hamper B2B relationships via warranty claims, production delays, and reputational damage. Explore the fundamentals of surface finish and roughness, and their differences in production.
Why is Surface Finish So Important in Manufacturing?
The finishing of any CNC-machined part’s exterior exerts direct impacts on the overall performance. Poor or compromised surface quality means CNC manufacturers investigate the causes extensively.
● Minimizing Friction/Part Wear
A smoother surface reduces friction between parts. Improper finish in automotive engines can increase fuel consumption due to higher friction. Orthopedic implants need precise finishes to avoid tissue irritation. Rough surfaces also increase wear debris, leading to rejection.
● Safety + Compliance
Aircraft turbine blades demand extremely fine finishes. Even minor irregularities can cause turbulence, reducing efficiency and risking safety. Aerospace standards require finishes below 0.4 µm Ra (average roughness). Surface finish even regulates conductivity and heat dissipation in semiconductors.
● Corrosion Resistance
Proper surface finishing (like coatings or polishing) can reduce corrosion-related losses by a fine margin. Ship propellers and offshore equipment depend on smooth exterior finishes to resist heavy saltwater corrosion. It effectively extends the operational life with other factors in favor.
● Customer Perception
Surface finish directly influences perceived quality in consumer electronics. Apple Inc. invests heavily in anodized aluminum finishes to signal premium craftsmanship. Consistent surface quality gets mentioned as a deciding factor across many B2B contracts regarding custom parts manufacturing.
Precision machining of custom metal part manufacturing frequently demands finishes below 1 µm Ra. Smoother finishes in rotating machinery can help reduce energy consumption. Manufacturers investing in advanced finishing (laser, EDM) can guarantee longer product lifespans.
Surface Finish and Surface Roughness: An Overview
Surface finish and/or surface roughness describe the microscopic texture of a precision-machined surface. It actively drives how a part performs, wears, and interacts with other components.
What is Surface Finish?
Surface finish (or surface texture) indicates the overall condition of a metal/material surface. It includes everything involved in describing a surface.
Surface finish includes roughness, waviness, and lay (the direction of tool marks). It’s the end result of machining, polishing, coating, or other processes.
Measurement: Expressed in micrometers (µm) through parameters like Ra (average roughness), Rz (mean peak-to-valley height), and Rt (total height of profile).
Several factors drive the professional decision on the finishing preference. Material properties (steel or aluminum) comes first. Then, engineers take the manufacturing method (machining, casting, grinding, polishing) into account. Even the post-processing (coatings, anodizing, chemical treatments) is also vital.
What is Surface Roughness?
Surface roughness is the quantitative measurement of small-scale irregularities on a surface. The surface (of which the roughness is to be measured) gets compared to an ideally smooth plane.
More importantly, surface roughness is a subset of surface finish as defined in the previous section. Roughness specifically measures the fine deviations on the outer layer of a material. It affects the parts’ friction, wear, sealing, and corrosion resistance.
Summary Comparison: Surface Finish vs Surface Roughness
| Feature/Aspect | Surface Finish | Surface Roughness |
| Definition/Scope | Overall texture (roughness, waviness, lay) | Fine irregularities compared to the smooth plane |
| Measurement | Ra, Rz, Rt + waviness and lay | Primarily Ra, Rz |
| Applicability | Aesthetic, functional, sealing, and wear resistance | Frictional loss, wear resistance, corrosion resistance |
| Industry Impact | Aerospace, medical, automotive, electronics | Precision machining, sealing, and lubrication |
Different Types of Surface Finishes
Surface finishes vary widely across industries, from mirror-polished components to bead-blasted parts. Each type serves a distinct functional or aesthetic purpose.
1. Mirror Finish (Polished)
Fine polishing or buffing produces a highly reflective surface. Manufacturers opt for mirror polish for aerospace turbine blades, surgical instruments, and luxury automotive parts.
2. Brushed Finish
Brushing the surface with abrasive belts or pads creates a linear texture. It’s preferred for stainless steel appliances, architectural panels, and automotive interiors.
3. Matte Finish
Non-reflective + smooth but subdued in consumer electronics, industrial equipment, and furniture. Smartphone makers use matte finishes to reduce fingerprint visibility and glare.
4. Glossy Finish
Polishing or coating creates a smooth + reflective surface. It gets to automotive paint, decorative plastics, and consumer goods. Glossy finishes are paired with protective coatings to resist scratches.
5. Satin Finish
It falls within matte and glossy, featuring a soft sheen. Applications include faucets, jewelry, and decorative hardware. Satin nickel finishes dominate the North American home hardware.
6. Textured Finish
Deliberate patterns or irregularities for grip or design. You’ll find them in automotive dashboards, industrial tools, and packaging. Textured finishes improve ergonomics by reducing slippage.
7. Bead-Blasted / Sandblasted Finish
Blasting the surface with fine beads or sand creates the finish with a uniform matte texture. Aerospace components, medical devices, and consumer electronics have such a finish.
8. Oxidized / Patina Finish
Chemical treatment alters surface color and texture. It’s better suited to architectural metals, jewelry, and cultural artifacts. European copper roofs develop a green patina over decades.
Specialized Finish
Manufacturers go for some specialized coatings for electronics and PCBs (printed circuit boards). Such finishes go beyond standard mechanical finishes. For example –
Hot Air Solder Leveling (HASL) is common in PCB manufacturing for solderability. Electroless Nickel Immersion Gold (ENIG) provides corrosion resistance and conductivity.
Eco-friendly Organic Solderability Preservative (OSP) is widely executed in Asia. ENEPIG (Electroless Nickel Electroless Palladium Immersion Gold) for aerospace and defense.
Summary Comparison: Different Surface Finishes
| Surface Finish | Appearance | Application | Example |
| Mirror | Highly reflective | Aerospace, medical, luxury | Surgical implants |
| Brushed | Linear texture | Appliances, electronics | Stainless steel laptops |
| Matte | Non-reflective | Smartphones, furniture | Anti-glare phone casings |
| Satin | Soft sheen | Hardware, jewelry | Satin nickel faucets |
| Textured | Patterned | Tools, dashboards | Ergonomic grips |
| Bead-Blasted | Uniform matte | Aerospace, electronics | MacBook casings |
| Glossy | Shiny, reflective | Automotive, plastics | Car paint finishes |
| Oxidized/Patina | Colored, aged look | Architecture, jewelry | Copper roofs in Europe |
Surface Roughness Parameters Explained
Manufacturers, designers, and clients use several parameters to define surface roughness. Ra, Rz, and Rt are the topmost metrics to quantify the microscopic texture of a surface.
a. Ra – Arithmetic Average Roughness
It’s the average of all height deviations from a central line over a measured length. Ra is the most common parameter in drawings and ISO. However, Ra doesn’t distinguish between sharp peaks and deep valleys. Therefore, you may miss out on critical defects.
b. Rz – Mean Peak-to-Valley Height
It’s the average difference between the highest peak and the lowest valley across several sampling lengths. Rz, being more sensitive than Ra, is favored across Europe and Asia for quality control. Aerospace turbine blades require Rz < 3–5 µm to minimize turbulence.
c. Rt – Total Height of Profile
It’s the vertical distance between the highest peak and the lowest valley in the entire measurement length. Rt specifically highlights the extreme defects that Ra and Rz may miss. High Rt values in medical implants indicate sharp irregularities that may cause irritation.
d. Other Parameters
Rq (RMS Roughness) is the root mean square of deviations for statistical analysis. Rp (Maximum Peak Height) identifies the tallest peak for sealing. Wa (Waviness Average) measures larger-scale undulations in optics and precision CNC machining.
Real-Time Applications of Roughness Parameters
Reduce friction for improved fuel efficiency for automotive (Ra <0.8 µm) parts. (Rz <3–5 µm) enables aerodynamic efficiency in aerospace for a reduction in fuel costs.
Prevent rejection of medical (Rt <10 µm) devices with improved biocompatibility. Electronics (Ra + Rq <0.5 µm) incorporate conductivity without overheating. Prevent leakage in valves/seals for oil and Gas (Rp + Rt = Tight tolerances).
Differences in Surface Roughness Values by Process
Surface roughness can’t maintain uniformity across different manufacturing methods. Each process leaves behind a distinct texture to alter the friction, wear, sealing, and aesthetics.
Table: Standard Roughness Values by Manufacturing Process
| Method | Standard Ra Value (µm) | Notes | Applications |
| Casting | 3.2 – 25 | Coarse finish (machining needed for precision) | Automotive engine blocks, pump housings |
| Milling | 0.8 – 6.3 | Finish depends on tool sharpness and feed rate | Aerospace components, automotive parts |
| Turning (Lathe) | 0.4 – 6.3 | Concentric tool marks (smoother with fine feeds) | Shafts, fasteners, industrial parts |
| Grinding | 0.1 – 1.6 | High accuracy and fine finishes | Bearings, precision gears |
| Honing | 0.05 – 0.4 | Cross-hatch patterns for lubrication retention | Hydraulic cylinders, engine liners |
| Lapping | 0.01 – 0.1 | Ultra-smooth finish in optics and electronics | Optical lenses, semiconductor wafers |
| Polishing / Buffing | 0.01 – 0.2 | Mirror-like finish for aesthetics and hygiene | Surgical instruments, luxury goods |
| EDM (Electrical Discharge Machining) | 1.6 – 6.3 | Surface depends on spark energy; finer with finishing passes | Aerospace molds, medical implants |
| Additive Manufacturing (3D Printing) | 5 – 20 | Rougher finish; needs post-processing (machining, polishing) | Prototypes, aerospace brackets |
Surface roughness values are standardized under ISO 4287 for consistency across industries. 3D-printed parts frequently require secondary finishing, increasing the production costs.
Key Factors Affecting Surface Finish / Roughness
Multiple factors take part in altering surface finish/roughness in real-time applications. That’s why high-end industries like aerospace, automotive, and medical invest heavily in controlling those factors.
01. Machining Parameters
Cutting speed, feed rate, and depth of cut are the top factors. Higher feed rates increase roughness. In contrast, optimized cutting speeds reduce it. Advanced CNC paths (trochoidal milling) produce smoother finishes compared to conventional CNC machining passes.
02. Tool Condition
Tool sharpness plays a massive role. A worn tool with random or consistent dullness increases surface irregularities. The details of tool geometry (nose radius + rake angle) affects finish. Larger nose radii can yield smoother surfaces.
03. Material Properties
Softer materials (aluminum and plastics) may smear due to the microstructure. But harder materials (titanium, hardened steel) resist cutting to affect the finish. Fiber pull-out in composites increases roughness significantly. Machining such materials with precision calls for specialized tooling.
04. Machining Condition
Excessive machine vibrations cause chatter marks to worsen the finish. Proper cooling with the right lubricating coolant reduces thermal distortion to improve finishes.
05. Post-Processing Techniques
Manufacturers deploy one of more from grinding, honing, lapping, and polishing. The progressive implementation of each method improves finish. Electroplating, anodizing, or chemical polishing push corrosion resistance.
Applications of Surface Finish
Automotive engine components, transmission parts, cylinder liners, and sealing surfaces must have a well-defined finish. Honed cylinder liners (Ra 0.2 – 0.4 µm) retain oil films, reducing wear. Automotive OEMs report that optimized finishes extend engine life by up to 30%.
Turbine blades, fuselage panels, and hydraulic systems in aviation requires precise finish. Ultra-smooth finishes (Ra <0.4 µm) minimize turbulence and drag. Hydraulic seals require perfection to avoid leakage. According to ResearchGate, a 2% – 3% reduction in aerodynamic efficiency costs millions of dollars in fuel.
Medical devices like orthopedic implants, surgical instruments, and dental tools must possess a good finish. Polished surfaces (Ra 0.05 – 0.2 µm) reduce wear debris. Smooth finishes prevent bacterial adhesion, reducing infection risks. Revision surgeries due to implant wear cost billions.
Microchips, circuit boards, connectors, and heat sinks heavily depend on surface finishes. Ultra-polished wafers (Ra <0.01 µm) ensure further conductivity and heat dissipation. The global PCB surface finish market is projected to exceed $15 billion by 2030.
Designers extensively invest in finishes for valves, pipelines, and sealing. Smooth finishes ensure tight seals, preventing leakage. Rough surfaces accelerate corrosion in harsh environments. Proper finishing reduces corrosion-related losses by 15% – 35%.
Appliances, decorative metals, furniture, and building facades must have a perfect finish. Brushed, satin, or matte finishes enhance aesthetics and customer perception. According to ResearchGate, consumer surveys show 70% of buyers associate surface finish with product quality.
Conclusion
Surface finish more like delivers the first impression with a flawless exterior. On that note, surface roughness, being within surface texture, is the determinant of performance for safety and trust. In the end, the quality of a surface defines a product and builds the credibility of the manufacturer. Not many brands are into advanced finishing with exact measurement based on global standards. But when you hit the jackpot, you can expect smooth operations and a sharper competitive edge.
Top-Quality Surface Finish for Custom Metal/Plastic Parts at HRCCNC
HRCCNC specializes in offering the best surface finish for your material and project specifications. We have several surface finishing techniques in compliance with ISO guidelines. Our 18 years of experience in CNC machining guarantee the best outcome for every part.
FAQs
1. What is surface finish in manufacturing?
2. What is surface roughness?
3. How is surface roughness measured?
4. What are surface finish symbols in engineering drawings?
5. What are advanced surface finishing techniques?
6. What is the difference between functional and aesthetic finishes?
7. What global standards govern surface finish?