 Skip to content
Skip to content High-Precision CNC EDM Machining Services for Complex Parts
At HRCCNC, we provide CNC EDM machining services for conductive materials that require tight tolerances, intricate geometries, and refined surface finish quality. Our ISO 9001:2015-certified manufacturing process combines wire EDM machining, sinker EDM services, and EDM drilling to produce precision components for aerospace, medical, automotive, electronics, tooling, and industrial applications. We machine hardened steel, titanium, carbide, aluminum, Inconel, and other hard materials with stable dimensional accuracy and repeatable production consistency. Using multi-axis EDM machines and advanced spark erosion processes, we support custom EDM parts, rapid prototyping, tooling components, and full-scale production, with fast quoting, free DFM review, and worldwide delivery support.
- Machines hardened conductive materials with high dimensional accuracy
- Produces intricate geometries, deep cavities, and sharp internal corners
- Supports wire EDM machining, sinker EDM services, and precision EDM drilling
- Maintains tight tolerances and refined surface finish quality on critical components
- Optimized for rapid prototypes and scalable production manufacturing
- Worldwide shipping with inspection support and reliable production tracking
Our Certifications
ISO 9001:2015
This certification demonstrates that our company follows internationally recognized quality management standards. It ensures consistent product quality, process optimization, and a strong focus on customer satisfaction.
Patent Certificates
Our patents represent innovation and originality in manufacturing processes and product development. They highlight our ability to deliver unique solutions and maintain a competitive edge in the industry.
EPR-Certificate
As a compliant producer of goods-containing packaging, we can ensure our product packaging fully meets the regulatory requirements for the German market, this is our EPR-Certificate. Please contact us right now.
Enterprise Credit Rating Certificate
This certificate reflects our financial stability, business credibility, and trustworthy reputation in the industry. It reassures clients and partners that we are a reliable and long-term business partner.
Software Copyright Certificates
These certificates confirm ownership and protection of our self-developed software systems. They validate our technical expertise and guarantee the originality, security, and reliability of the digital tools we use in manufacturing.

SGS and HRCCNC company certificate
This certificate verifies our company as an Alibaba.com SGS Verified Supplier, ensuring compliance and reliability for our cooperation, SGS and HRCCNC company certificate,please contact us right now.
What is CNC EDM?
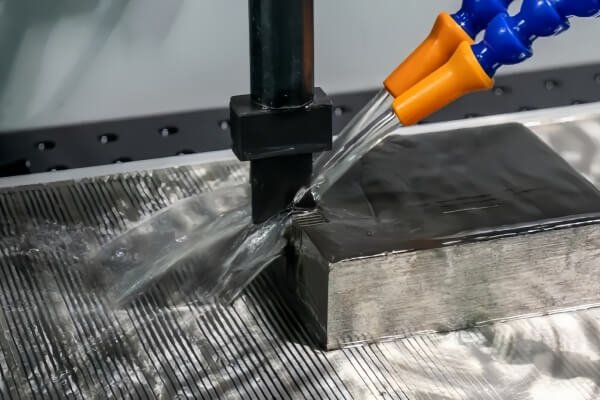
CNC EDM, also called electrical discharge machining, is a non-contact machining process that uses controlled electrical sparks to remove material from conductive materials with high precision. The process shapes a workpiece through rapid spark erosion between an electrode or wire and the metal surface while dielectric fluid controls heat, removes debris, and stabilizes the cutting process. CNC EDM machining produces complex geometries, deep cavities, narrow slots, and precision cut features that conventional cutting methods often struggle to achieve on hardened materials.
Manufacturers use wire EDM machining, sinker EDM services, and EDM drilling to produce aerospace components, medical components, mold cavities, tooling inserts, and custom EDM parts that require tight tolerances and smooth surface finish quality. HRCCNC provides CNC EDM services for hardened steel, titanium, carbide, aluminum, and Inconel components where dimensional accuracy, repeatable precision, and refined surface finishes directly support functional performance and production reliability.
Types of CNC EDM Machining We Use
The types of CNC EDM machining we use include wire EDM, sinker EDM, and EDM drilling for precision components, hardened materials, and complex conductive parts that require tight tolerances and refined surface finishes. Each EDM machining process supports specific production requirements across aerospace, medical, tooling, automotive, and industrial manufacturing applications.

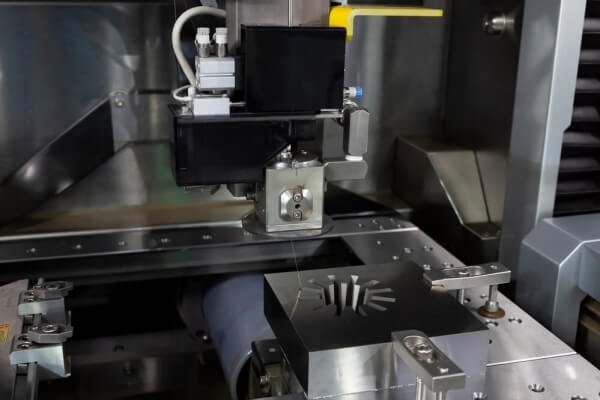
Wire EDM
Wire EDM machining uses a continuously fed conductive wire and controlled electrical sparks to cut intricate geometries, narrow slots, and sharp internal corners on hardened conductive materials. The non-contact cutting process maintains high dimensional accuracy and produces precision cut parts with refined surface finish quality and minimal material stress.

Sinker EDM
Sinker EDM services machine deep cavities, detailed impressions, and custom-shaped features through a formed electrode submerged in dielectric fluid. This EDM cutting process supports mold inserts, die components, tooling cavities, and complex internal geometries that require repeatable precision and stable machining performance.

EDM Drilling
EDM drilling creates micro-holes, cooling channels, and deep narrow holes by applying controlled spark erosion through rotating tube electrodes. The process machines conductive materials with excellent straightness and accuracy, making it suitable for aerospace cooling holes, medical components, and precision tooling applications.
CNC EDM Machining Services We Offer
HRCCNC provides CNC EDM machining services for prototype development, custom part production, tooling applications, and repeatable manufacturing programs that require tight tolerances and complex geometries. Our EDM manufacturing capability includes wire EDM machining, sinker EDM services, EDM drilling, and precision tooling support for conductive materials such as hardened steel, titanium, carbide, aluminum, and Inconel alloys. We machine intricate cavities, sharp internal corners, thin-walled features, and precision-cut profiles that support aerospace, medical, automotive, electronics, and industrial production requirements.

Custom EDM Parts Manufacturing
HRCCNC manufactures custom EDM parts for applications that require tight tolerances, complex geometries, and refined surface finishes. Our CNC EDM machining process uses controlled electrical sparks to machine hardened steel, carbide, titanium, and other conductive materials without direct cutting pressure. This process supports precision-cut components, mold inserts, tooling parts, and aerospace components with repeatable dimensional accuracy and reduced secondary finishing requirements.

Rapid EDM Prototyping Services
We provide rapid EDM prototyping services for complex parts that require fast design validation and precise feature development. We use CNC wire EDM machining and EDM drilling processes to produce narrow slots, deep holes, and intricate geometries directly from CAD data. Rapid EDM prototyping shortens development cycles, improves machining evaluation, and helps manufacturers transition prototypes into production efficiently.

Production EDM Machining
HRCCNC supports production EDM machining for repeatable manufacturing programs requiring consistent precision and stable surface finish. Our wire EDM and sinker EDM machines cut conductive materials using controlled spark erosion and dielectric fluid flushing throughout the cutting process. This approach improves dimensional consistency, maintains tight tolerances, and supports reliable production output for precision-machined components.

EDM Tooling & Mold Components Services
HRCCNC machines EDM tooling and mold components for injection molds, stamping dies, carbide tooling, and industrial production systems. We apply sinker EDM and wire-cut EDM processes to create deep cavities, sharp corners, and intricate tooling features in hardened materials. Precision EDM manufacturing improves tooling accuracy, preserves complex geometries, and supports long-term production performance.
Our CNC EDM Capabilities
HRCCNC delivers CNC EDM machining capabilities for precision components requiring tight tolerances, complex geometries, refined surface finishes, and consistent production quality. Our wire EDM machining, sinker EDM services, and EDM drilling processes support prototype development, tooling applications, and repeatable production manufacturing across multiple conductive materials.
Wire EDM – Multi-axis wire EDM machining systems cut intricate profiles, narrow slots, and sharp internal corners with high dimensional accuracy and repeatable precision.
Sinker EDM – Custom electrodes create deep cavities, detailed impressions, and complex tooling features, improving mold accuracy and component consistency.
EDM drilling – High-precision EDM drilling produces micro-holes, cooling channels, and deep, narrow holes with controlled straightness and minimal material stress.
Extreme precision – Controlled spark erosion and stable machining conditions help maintain tolerances of ±0.002 mm for critical EDM-machined components.
Surface finishes – Fine spark control and dielectric fluid flushing produce refined surface finish quality that reduces polishing and secondary finishing requirements.
Flexible production – Our EDM manufacturing process supports rapid prototypes, low-volume custom EDM parts, and full-scale production runs with repeatable quality control.
Industry compliance – Structured inspection processes and ISO 9001:2015 quality standards help ensure reliable EDM machining performance across aerospace, medical, and industrial applications.
What Materials Do We Machine with CNC EDM?
The materials we machine with CNC EDM include hardened steel, titanium alloys, tungsten carbide, aluminum, Inconel, superalloys, and polycrystalline diamond because these conductive materials often require tight tolerances, intricate geometries, and controlled machining accuracy that conventional cutting methods struggle to maintain. Our wire EDM machining and sinker EDM services support precision manufacturing applications across tooling, aerospace, medical, automotive, and industrial production environments.

Hardened Steel (>45 HRC)
Commonly used for dies, molds, and wear-resistant tooling, hardened steel maintains strength under demanding operating conditions. Controlled spark erosion machines sharp profiles and precision cavities without damaging material hardness or dimensional stability.

Polycrystalline Diamond (PCD)
Advanced tooling applications use PCD for exceptional hardness and long-term wear resistance. EDM manufacturing shapes precision cutting edges and intricate tooling features with high dimensional accuracy.

Tungsten Carbide
Known for extreme hardness and wear resistance, tungsten carbide is widely used for cutting tools and industrial tooling components. EDM machining services process carbide accurately with reduced cracking risk and stable tolerance control.

Titanium Alloys
Lightweight titanium alloys support aerospace components and medical parts that require corrosion resistance and structural durability. Precision wire EDM machining creates intricate features and narrow slots while maintaining refined surface finish quality.

Aluminum
Electrical conductivity and lightweight performance make aluminum suitable for electronics, automotive parts, and industrial assemblies. Fine EDM cutting processes produce detailed geometries with minimal material distortion on thin-walled components.

Inconel & Superalloys
High-temperature superalloys withstand thermal stress in aerospace engines and energy systems. Sinker EDM services and wire cut EDM processes machine these hard materials with repeatable precision and controlled surface quality.
Our CNC EDM Process: From Prototype to Production
The process of CNC EDM machining moves from design evaluation and material planning to precision machining, inspection, finishing, and final delivery for prototype and production components. HRCCNC applies structured EDM manufacturing workflows to maintain tight tolerances, stable machining accuracy, and repeatable production quality across complex conductive materials.

Design & DFM Review
Engineering teams review CAD files, tolerances, material specifications, and critical geometries before production begins. The DFM review process identifies machining feasibility, wire access, cavity depth limitations, and surface finish requirements to help optimize the next machining stage and reduce production risk.

Material & Process Selection
Part geometry, conductivity, hardness, and tolerance requirements determine whether wire EDM machining, sinker EDM services, or EDM drilling provides the most effective production method. Proper material and process selection improves machining stability, precision cut quality, and overall manufacturing efficiency before EDM operations start.

EDM Machining & Quality Control
Multi-axis EDM machines remove material through controlled electrical sparks while dielectric fluid flushes eroded particles throughout the cutting process. Inspection equipment validates dimensional accuracy, tight tolerances, and surface finish quality during machining to maintain consistent production results before final finishing begins.

Finishing & Delivery
Finished EDM machined components may undergo polishing, deburring, cleaning, coating, or additional surface preparation based on application requirements. Final inspection and secure packaging help ensure precision components arrive production-ready with full dimensional consistency and shipment traceability.
Why Choose HRCCNC for CNC EDM Machining Services?
Choose HRCCNC for CNC EDM machining services that combine high-precision manufacturing, stable process control, and reliable production support for complex conductive materials. Our ISO 9001:2015-certified quality management system helps ensure that every EDM-machined component meets specified tolerances, surface finish requirements, and dimensional accuracy standards. Using multi-axis wire EDM machining systems, sinker EDM services, and micro-hole EDM capability, we machine hardened steel, titanium, carbide, aluminum, and Inconel parts for prototype and production applications. We also provide free DFM review support, rapid quoting, and worldwide shipping to help manufacturers streamline production planning and reduce machining delays.
Ultra-High Precision with Tight Tolerances (±0.001mm)
18+ Years of Precision EDM Manufacturing
Wire, Sinker & Micro-Hole EDM Capability
Free DFM Review for EDM Manufacturability
Steel, Titanium, Carbide & Inconel Expertise
Fast Quotes and Rapid Turnaround
Competitive Pricing on Hardened-Material Parts
Multi-Axis Wire and Sinker EDM Machines
Worldwide Shipping with Full Tracking
What Our CNC EDM Clients Say About Us?
What Are the Benefits of CNC EDM Machining for Precision Manufacturing?
The benefits of CNC EDM machining include machining ultra-hard conductive materials, maintaining tight tolerances, and producing complex geometries with sharp internal corners through controlled electrical sparks instead of direct cutting force. Wire EDM machining and sinker EDM services process hardened steel, carbide, titanium, and Inconel components with stable dimensional accuracy and refined surface finish quality. These capabilities make electrical discharge machining a reliable solution for precision manufacturing applications that require repeatable precision and intricate part features.
Machines ultra-hard materials with ease
Hardened steel, carbide, and Inconel components retain dimensional accuracy during EDM machining because the process removes material through controlled electrical sparks instead of direct cutting pressure.
Achieves tight tolerances consistently
Precision wire EDM services maintain tight tolerances across intricate geometries, narrow slots, and sharp internal corners with repeatable cutting accuracy.
Produces complex geometries and sharp corners
Complex cavities and precision cut profiles can be machined without tool deflection, which helps produce delicate features on thin-walled and micro components.
Delivers smooth, refined surface finishes
Fine spark erosion and controlled dielectric fluid flushing help create smooth surface finish quality on aerospace, tooling, and medical components.
Eliminates mechanical stress on delicate parts
Non-contact EDM cutting eliminates mechanical stress on fragile parts and reduces the risk of material deformation during machining.
Reduces secondary finishing operations
Stable EDM manufacturing processes reduce secondary polishing, grinding, and finishing operations for hardened material parts used in precision production environments.
How Much Does CNC EDM Machining Cost?

CNC EDM machining cost range from $50 to $120+ per hour depending on part geometry, material type, tolerance requirements, surface finish specifications, and production volume. Precision wire EDM machining for thin conductive materials and standard profiles generally costs less than sinker EDM services for deep cavities, intricate geometries, or hardened materials such as carbide and Inconel. EDM drilling, micro features, ultra-tight tolerances, and refined surface finish requirements can also increase machining time and overall production costs due to slower, controlled spark-erosion rates and additional inspection processes.
For accurate CNC EDM machining pricing, manufacturers require CAD files, technical drawings, material specifications, quantity requirements, and tolerance details. Contact HRCCNC for a fast quote and free DFM review based on your specific EDM machining project requirements.
Industries We Serve with CNC EDM Service
HRCCNC provides CNC EDM machining services for industries that require high-precision cutting, complex geometries, refined surface finishes, and stable dimensional accuracy on conductive materials. Our wire EDM machining, sinker EDM services, and EDM drilling capabilities support prototype development, tooling production, and precision component manufacturing across multiple industrial applications.
Automotive Parts Manufacturing
Consumer Electronics Products
Aerospace Components
Medical Device Production
How Does CNC EDM Compare to Traditional Machining?
Electrical discharge machining uses controlled electrical sparks to erode conductive materials without direct mechanical contact, while traditional machining relies on rotating cutting tools and physical cutting force. CNC EDM services machine hardened materials, intricate geometries, sharp internal corners, and thin-walled features with high precision, making the process suitable for aerospace, tooling, medical, and high-tolerance manufacturing applications.
| Feature | CNC EDM | Traditional Machining |
|---|---|---|
| Material Hardness Limitations | No limitations (conductive materials only) | Limited by tool hardness |
| Geometric Complexity | Virtually unlimited | Limited by tool access |
| Surface Finish | Excellent to mirror-like (2-32 μin Ra) | Good to excellent |
| Tolerances | ±0.0001" achievable | ±0.001" typical |
| Setup Time | High (but excellent for complex parts) | Moderate to high |
| Production Speed | Slow to moderate | Fast |
| Tool Wear | Minimal (non-contact process) | Significant (especially with hard materials) |
| Burr Formation | Minimal | Significant (requires secondary operations) |
Materials for CNC EDM
One of EDM’s strengths is its ability to machine electrically conductive materials regardless of hardness. Unlike traditional machining, there is no need to soften or anneal materials prior to processing. This enables faster turnaround and preserves the material’s original properties.
The table below clearly shows the difference in the selection of processing materials for CNC EDM and traditional machining processes:
| Material Type | CNC EDM | Traditional Machining |
|---|---|---|
Hardened Steel (>45 HRC) | ||
Titanium Alloys | ||
Tungsten Carbide | ||
Aluminum | ||
Inconel & Superalloys | ||
Polycrystalline Diamond (PCD) |
CNC EDM Applications
CNC EDM is utilized across various industries for precision manufacturing needs:
- Mold and Die Components:
Injection molds, die-casting dies, stamping dies, extrusion dies
- Medical Devices:
Surgical instruments, implants, orthopedic devices, micro-components for medical equipment
- Aerospace Components:
Turbine blades, engine components, fuel system parts, lightweight structural components
- Automotive:
Prototyping and production parts, fuel injection components, transmission parts, sensors
- Electronics:
Semiconductor components, micro-connectors, fabrication tools, heat sinks
- Prototyping:
Rapid prototyping for design validation and functional testing
- Metal Disintegration:
Removal of broken tools and fasteners without damaging the parent material

Start Your CNC EDM Machining Project Today
HRCCNC provides CNC EDM machining services for manufacturers requiring tight tolerances, complex geometries, refined surface finishes, and reliable production quality on hardened conductive materials. Our wire EDM machining, sinker EDM services, and EDM drilling capabilities support custom EDM parts, rapid prototypes, tooling components, and full-scale production projects for aerospace, medical, automotive, electronics, and industrial manufacturing applications.
Submit your CAD files or technical drawings today to receive a fast quote and free DFM review for your CNC EDM machining project. Our engineering team helps optimize part manufacturability, machining accuracy, and production efficiency to support precision manufacturing requirements from prototype to final production.
FAQs About CNC EDM
What is the Difference Between Wire EDM and Sinker EDM?
The primary difference between Wire EDM and Sinker EDM is the type of electrode used and the resulting geometric capabilities. Wire EDM uses a continuously spooled, thin brass or zinc-coated wire to act as a volumetric saw, slicing straight through a workpiece to create complex two-dimensional profiles, tight radius, and slots with extreme precision. Sinker EDM (also known as ram or die-sinking EDM) uses a custom-machined graphite or copper electrode shaped like the desired cavity, plunging vertically into the material to produce blind holes, complex 3D molds, and intricate internal geometries without cutting completely through the part.
What tolerances can CNC EDM achieve?
CNC EDM machining can consistently achieve ultra-tight linear tolerances as low as ±0.001 mm making it one of the most accurate manufacturing processes available today. Because the process is completely non-contact, there is zero mechanical tool pressure exerted on the workpiece, eliminating part deflection and structural distortion. This exceptional stability allows precision machine shops to reliably repeat microscopic dimensions across high-strength alloys and fragile, thin-walled components alike.
What is Die Sinking EDM and When is it Used?
Die Sinking EDM is a spark-erosion process that uses a pre-formed electrode to burn a mirrored, three-dimensional cavity directly into a metal workpiece. It is primarily used when conventional milling cutters cannot produce the required geometry, such as blind cavities with sharp internal corners, deep slots, or complex fine textures in hardened tool steels. This makes it an indispensable technique for manufacturing high-precision injection molds, stamping dies, blind keyways, and delicate aerospace valve components.
How Much Does CNC EDM Machining Cost?
CNC EDM machining generally costs between $50 and $150 per hour, depending heavily on the complexity of the geometry, the type of conductive material being processed, and the required surface finish. Because EDM is an erosion process, cycle times are naturally slower than traditional high-speed milling, meaning that deep cuts or ultra-fine finishes will increase machine runtime and overall project cost. To optimize your budget, incorporating a free Design for Manufacturability (DFM) review helps streamline geometries and reduce overall spark time before production begins.
What is EDM cutting and how is it different from traditional cutting?
EDM cutting is a thermal material removal process that uses rapidly recurring electrical sparks to erode metal, whereas traditional cutting relies on physical force from a sharper, harder cutting tool to shear material away. Traditional machining introduces mechanical stress, friction, and heat-affected zones that can warp delicate parts or break tools when cutting hardened metals like tungsten carbide or Inconel. EDM entirely bypasses material hardness, allowing shops to cut complex geometries and sharp angles into any conductive material with zero structural distortion.
How does Wire EDM Wire Affect Cutting Performance?
The diameter, tensile strength, and core composition of a Wire EDM wire directly dictate the cutting speed, part accuracy, and final surface finish achievable during production. Thin brass wires (ranging from 0.004 to 0.012 inches) allow for incredibly tight internal radius, while high-performance zinc-coated or stratified wires offer superior thermal conductivity, accelerating the cutting process by up to 30%. Selecting the correct wire configuration prevents premature wire breakage, ensures uniform spark discharge, and maintains ultra-precise dimensional stability across deep-cut components.
How long does the CNC EDM process take?
CNC EDM processing time varies from minutes to several hours per part. Because it relies on thermal spark erosion rather than physical cutting, it trades raw speed for microscopic precision. Total runtime depends on material thickness, alloy hardness, and flushing efficiency. While a high-amperage roughing pass rapidly cuts the core shape, achieving ultra-tight tolerances or mirror-like surface finishes requires multiple low-energy skim passes. These precision cycles, combined with clearing debris from deep cavities, can double or triple overall production times.
Request a Free Quote
Upload your CAD files or part drawings and receive an accurate quotation within 24 hours. Our experts will analyze your design and provide cost-effective suggestions to enhance manufacturability and reduce lead time.
Design Consultation Services
Need help refining your design? Our experienced engineers offer DFM (Design for Manufacturing) support to ensure your parts are optimized for CNC machining, reducing unnecessary costs and avoiding machining challenges.
Lead Time & Shipping Information
We guarantee fast turnaround times for prototypes (as quick as 3 days) and reliable shipping worldwide. All parts are securely packaged and tracked to ensure safe delivery to your location.
Email: Info@hrccnc.com
Phone: +86 17318068324
Our support team is available to assist you with material selection, tolerance requirements, and finishing options.