Skip to content
Skip to content Press fit may sound like equipment. Nonetheless, it’s a method of joining two components without adhesives, welding, or fasteners. It’s a straightforward mechanical action involving pushing and friction.
The simple approach marks a combo of precision and practicality to deliver superb mechanical support. They hold gears in place, secure bearings, and enable steady connections to withstand stress and time.
What is a Press Fit?
The mechanical joining method also goes by interference or friction fit. A slightly oversized part is inserted into a slightly undersized mating feature. It creates an elastic/plastic deformation at the interface with a radial contact pressure.
Friction is generated from the pressure to hold both parts without adhesives, fasteners, or welding. The “interference” is the difference between the component dimensions. It ensures the parts remain locked under service loads and operating conditions.
Related Terminology to Press Fits
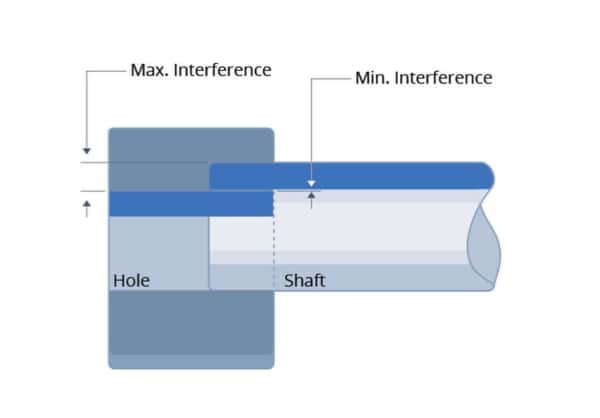
- Interference (Δ): The dimensional difference between the shaft and hole that creates the press fit. Larger interference increases contact pressure, holding force, and assembly force with damage risks.
- Radial Contact Pressure (p): The pressure at the interface caused by elastic/plastic deformation. It drives the frictional holding force. Conceptually, higher (p) increases torque and pull-out resistance.
- Frictional Holding Force/Torque: The force or torque the joint can resist due to friction. It scales with contact pressure, contact area, and the friction coefficient of the materials.
- Tolerance and Fit Classes: It’s the allowable dimensional variation. Tight, consistent tolerances are essential because deviations of a few micrometers can determine success or failure.
- Elastic vs Plastic Deformation: Elastic deformation recovers upon load removal. Plastic deformation is permanent. Press fitting uses elastic deformation for sustained pressure.
- Material Pairing: Combining dissimilar materials (steel shaft in aluminum hub) changes friction, thermal expansion, and deformation behavior. They must be accounted for in design and tolerance selection.
Different Types of Press Fits
Press fits come in several types to meet specific engineering needs. The main categories are interference fits, transition fits, drive (force) fits, shrink fits, and adhesive-assisted press fits.

a. Interference Fits
An interference fit occurs when the shaft is intentionally larger than the hole. It should create a tight, friction-based connection. The interference generates radial pressure, producing strong frictional resistance against axial or rotational movement.
ISO and ANSI standards define interference ranges. Excessive interference can cause cracking in brittle materials like cast iron. Always balance interference with material yield strength.
Application: Automotive bearings, aerospace shafts, and industrial gear assemblies.
b. Transition Fits
A transition fit lies between clearance and interference. Depending on tolerance variation, parts may either slide together or require light pressing.
It provides a moderate holding force while allowing possible disassembly. Transition fits are ideal when alignment accuracy is critical but permanent locking is not required.
Applications: Precision instruments, electrical connectors, and machinery requiring occasional maintenance.
c. Drive Fits (Force Fits)
Drive fits (also called force fits) are a subset of interference fits with higher interference values. They require significant force or hydraulic pressing for assembly.
The high contact pressure ensures maximum torque and axial load resistance. Monitor assembly force with servo presses; excessive force can damage surface finishes and reduce fatigue life.
Applications: Railway wheels on axles, heavy-duty couplings, and industrial rollers.
d. Shrink Fits (Thermal Press Fitting)
Shrink fits rely on thermal expansion/contraction. The outer part is heated, or the inner part cooled, allowing easy insertion. As temperatures equalize, interference is achieved.
Controlled heating (induction or oven) expands the hole; cooling with liquid nitrogen contracts the shaft. Always calculate thermal expansion coefficients for the metal/material.
Applications: Aerospace turbine disks, large gear assemblies, and marine propeller hubs.
e. Adhesive-Assisted Press Fits
They combine mechanical interference with structural adhesives to enhance the bonding strength. Adhesives fill micro-gaps, increase load capacity, and reduce fretting corrosion.
Select adhesives with high shear strength (>20 MPa) and thermal stability for long-term reliability.
Applications: Electronics (motor shafts in plastic housings), medical devices, and lightweight composite assemblies.
Press Fit Material Considerations
01. Compatible Materials
Press fits rely on material compatibility to ensure reliable interference, friction, and long-term stability. Commonly used materials include –
- Steel (Carbon, Alloy, Stainless): High strength and predictable elastic behavior in automotive and aerospace.
- Aluminum Alloys: Lightweight and good machinability, with lower yield strength to be paired with steel shafts.
- Brass and Bronze: Excellent wear resistance in bushings and electrical connectors.
- Titanium: High strength-to-weight ratio in aerospace and medical implants.
- Engineering Plastics (Nylon, Delrin, PEEK): Electronics and consumer products for vibration damping and corrosion resistance.
- Carbon Fiber Composites: Increasing uses in aerospace and EV applications, combined with metallic inserts for press fits.
Material Characteristics to Affect Press Fit
- Elastic Modulus (E): Determines how much the material deforms under interference. Higher modulus (steel, titanium) resists deformation, maintaining stronger fits.
- Yield Strength: Sets the limit before permanent deformation occurs. Materials with low yield strength (aluminum, plastics) risk relaxation if interference is too high.
- Coefficient of Thermal Expansion (CTE): Critical in shrink fits. For example, aluminum expands nearly 2x faster than steel, which can loosen or tighten fits under temperature cycling.
- Surface Hardness and Finish: Harder materials resist fretting and wear. Smoother finishes reduce assembly force but may lower frictional holding capacity.
- Corrosion Resistance: Stainless steel and coated alloys prevent degradation in humid or marine environments, ensuring long-term reliability.
Recommended Material Pairings
- Steel Shaft + Aluminum Housing: Common in automotive engines and transmissions. Steel provides strength; aluminum reduces weight.
- Steel Shaft + Bronze Bushing: Works well in heavy machinery and pumps. Bronze offers wear resistance and self-lubrication.
- Titanium Shaft + Composite Housing: Aerospace and medical applications. Titanium ensures biocompatibility and strength; composites reduce weight.
- Plastic Hub + Steel Insert: Consumer electronics and appliances. Plastic reduces cost and vibration; steel ensures torque transfer.
- Adhesive-Assisted Steel + Aluminum Fits: Increasingly popular in EV motors and aerospace. Adhesives reduce fretting corrosion and noise while boosting torque capacity.
Press Fit Tolerances and Interference Calculations

Importance of Tolerances
Press fits depend on micrometer-level dimensional control. Even a deviation of ±5 µm can determine whether a part slips, cracks, or assembles correctly.
Too little interference means loose fit, slippage, and vibration. Too much interference means excessive assembly force, risk of cracking, or galling.
Tight tolerances can increase CNC machining cost exponentially. Meanwhile, poor tolerance control leads to scrap, rework, or failure in service.
Standards Used
- ISO System of Limits and Fits (ISO 286): Defines tolerance classes (H7/s6, H7/p6) for holes and shafts.
- ANSI/ASME B4.2: US standard for preferred fits and tolerances.
- DIN Standards (Germany): Widely used in European manufacturing for interference and transition fits.
- JIS (Japan): Japanese Industrial Standards emphasize shrink fits in automotive and electronics.
Interference Calculation Formula
Interference (Δ) = dshaft – dhole
Here, dshaft = actual shaft diameter and dhole = actual hole diameter.
The resulting radial pressure (p) can be estimated by –
p = (E×Δ) / [d×(1−v²)]
Here, E = Young’s modulus of material, ν = Poisson’s ratio, and d = nominal diameter.
This pressure drives the frictional holding force:
F = μ x p x A
Here, μ = coefficient of friction and A = contact area
Always validate interference with finite element analysis (FEA) for thin-walled housings to avoid overstressing.
Thermal Compensation (Shrink Fit Formula)
Shrink fits use thermal expansion/contraction to achieve assembly. The required temperature change is calculated as –
ΔT = Δ / (α × d)
Here, Δ = required interference, α = coefficient of thermal expansion (CTE), and d = nominal diameter.
Example: Steel shaft (CTE ≈ 11 µm/m·K), 100 mm diameter, interference = 0.05 mm.
Required heating:
ΔT = 0.05 ÷ (11×10^-6 × 100) ≈ 45°C
Meaning: Heating the housing by around 45°C allows safe insertion.
Example Tolerance Ranges
Standard ISO tolerance ranges for press fits (for a 50 mm nominal diameter) –
| Fit Type | Hole Tolerance | Shaft Tolerance | Interference Range |
| Interference Fit (H7/s6) | +0 / +25 µm | +30 / +55 µm | 5 – 30 µm |
| Transition Fit (H7/k6) | +0 / +25 µm | +10 / +35 µm | -15 to +25 µm |
| Drive Fit (H7/p6) | +0 / +25 µm | +50 / +80 µm | 25 – 55 µm |
| Shrink Fit | Depends on thermal expansion | Depends on shaft size | Achieved through ΔT |
Key Benefits of Press Fits
a. Simplified Assembly Process
- No fasteners or adhesives required: Press fits eliminate screws, bolts, rivets, or glue, reducing assembly complexity.
- Reduced assembly time: Studies show press fits can cut assembly time by up to 25% compared to bolted joints.
b. Enhanced Mechanical Performance
- High load capacity: Interference generates radial pressure, enabling press fits to withstand torque, vibration, and axial loads.
- Durability: Properly designed press fits resist loosening under cyclic loading, unlike threaded fasteners that may fatigue.
c. Improved Aesthetics and Compact Design
- No visible fasteners: Creates sleek, seamless assemblies—important in consumer electronics and medical devices.
- Space efficiency: Eliminates the need for bulky fastening hardware.
d. Cost Efficiency
- Lower material and labor costs: Eliminating fasteners reduces the bill of materials and assembly labor.
- Reduced maintenance: Permanent press fits minimize service needs compared to joints requiring tightening.
e. Versatility Across Materials and Industries
- Metals, plastics, composites: Press fits adapt to diverse material pairings.
- Applications: Bearings in cars, gears in industrial machinery, turbine disks in aerospace, and connectors in electronics.
f. Noise and Vibration Reduction
- Fretting resistance: Adhesive-assisted press fits reduce micro-movement and noise.
- Example: Electric vehicle motors increasingly use adhesive-assisted press fits to improve torque transfer and minimize vibration.
g. Reliability in Harsh Environments
- Corrosion resistance: Proper material pairing (stainless steel/aluminum) ensures long-term stability.
- Thermal stability: Shrink fits maintain secure joints under temperature cycling.
Downsides (Common Issues) of Press Fits
01. Excessive Insertion Force
High interference requires large pressing forces, which can damage parts or tooling.
02. Misalignment Risks
If parts are not perfectly aligned during pressing, cocking or scoring can occur. They lead to uneven stress distribution.
03. Process Capability Issues
In high-volume production, maintaining consistent tolerances is difficult.
04. Difficult Disassembly
Press fits are often permanent. Removing parts without damage requires specialized tools or destructive methods.
05. Maintenance Costs
In aerospace, replacing press-fit turbine disks requires heating/cooling cycles, adding significant downtime.
06. Surface Damage
Galling, scoring, or fretting can occur during assembly or operation.
07. Corrosion Susceptibility
Micro-gaps in poorly designed fits can trap moisture, leading to corrosion.
08. Fretting Corrosion
Micro-movements at the interface cause wear and oxidation, reducing joint strength.
09. Vibration Loosening
In high-vibration environments (mining equipment), press fits may relax over time.
How to Resolve These Issues?
You must start by diagnosing the root cause. However, adjusting tolerances and interference to improve the assembly techniques can solve the majority of the issues.
Don’t forget to compensate for thermal expansion. Always address potential material limitations before finalization. Enhanced maintenance tasks are also crucial.
Alternatives to Press Fits
a. Mechanical Fasteners (Bolts, Screws, Rivets)
Easy assembly and disassembly. Widely available and standardized. Suitable for maintenance-heavy applications.
b. Adhesive Bonding
Use of structural adhesives (epoxy, cyanoacrylate, anaerobic adhesives) to bond components. Distributes stress evenly across surfaces. Reduces vibration and noise.
c. Welding and Brazing
Permanent joining methods using heat (fusion welding) or filler metals (brazing). Suitable for high-load, high-temperature applications.
d. Keyed and Splined Connections
Use of keys, splines, or grooves to mechanically lock shafts and hubs. Provides precise torque transmission while allowing disassembly and reassembly.
e. Shrink and Expansion Fits (Thermal Methods)
Heating or cooling components to achieve assembly, similar to shrink-fit press fits, but often used as a standalone method.
f. Advanced Joining Methods
Magnetic fastening in electronics and modular consumer products. Laser welding in medical devices for precision and biocompatibility. Friction stir welding (FSW) in aerospace and EV battery casings.

Conclusion
Press fits may appear simple, but they embody a great balance of precision, material, and efficiency. It’s the elegance of friction and tolerance that keeps the world moving. The cost-effective, reliable, and globally proven method is the go-to choice for countless complex components.
Get the Most Precisely Engineered Mechanical Gear from HRCCNC
We’re a leading manufacturing, specializing in complex parts, pioneering technology, and absolute precision for metal parts. Contact us to hear from our industry-leading experts regarding your needs.